
“城堡”形無引腳器件的焊接端像城堡的門一樣,因此業(yè)界內(nèi)將這種方形的無引腳芯片載體器件稱為“城堡”形無引腳器件,也可把它稱為L(zhǎng)CC器件。LCC器件的“城門”與底部焊接端是連接在一起的,底部的焊接端與PCB上的相應(yīng)焊盤焊接,完成器件功能。它們的外觀形狀如圖1所示。
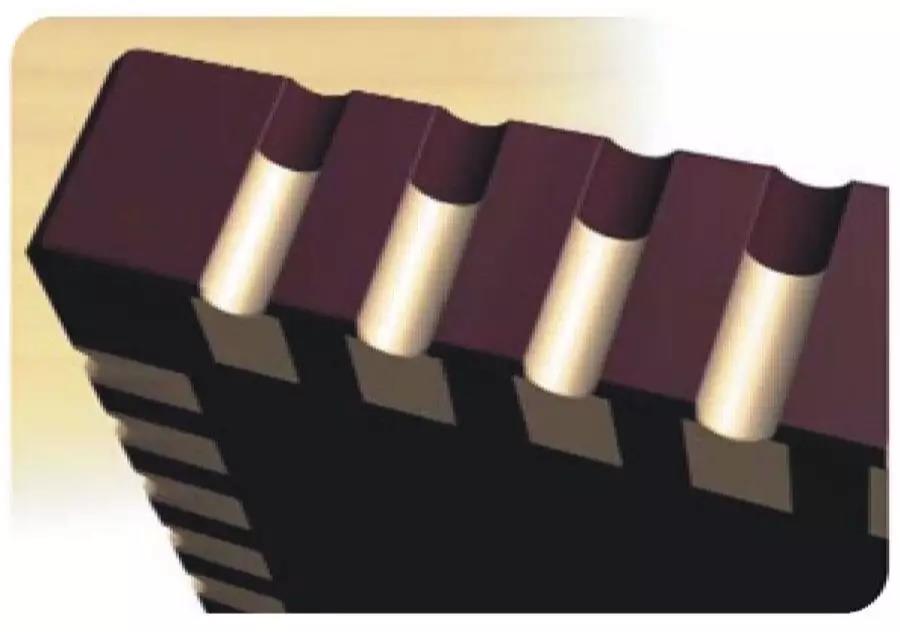
圖1
LCC器件的貼裝及焊接工藝判定有如下要求:
① 器件引出端上的錫沒有越界現(xiàn)象,焊點(diǎn)鋪滿整個(gè)焊盤,焊錫爬上引出端的頂部,焊點(diǎn)潤濕情況良好,這種情形視為優(yōu)良,如圖2所示。
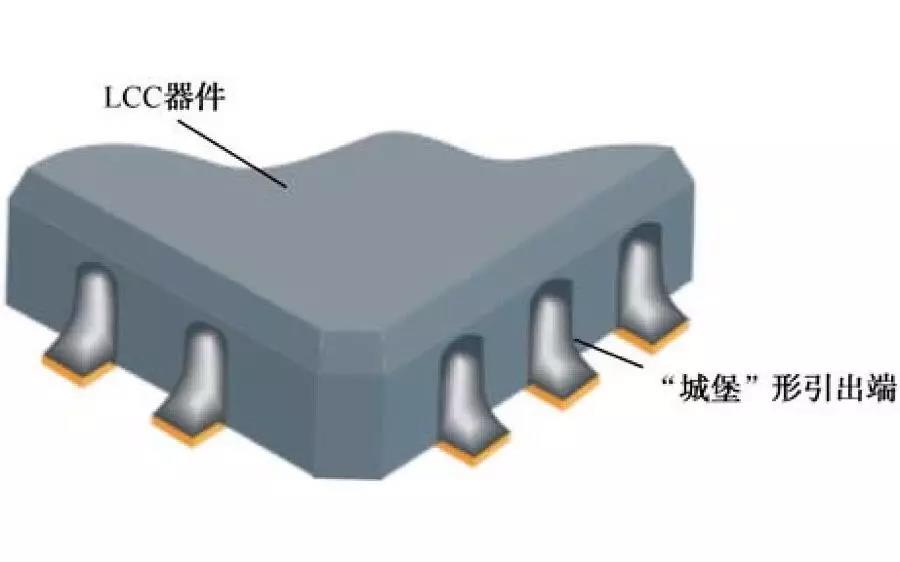
圖2
② 最大側(cè)面偏移量是“A”不能超出城堡寬度“W”的25%,否則視為不合格,“H”為城堡高度,如圖3所示。
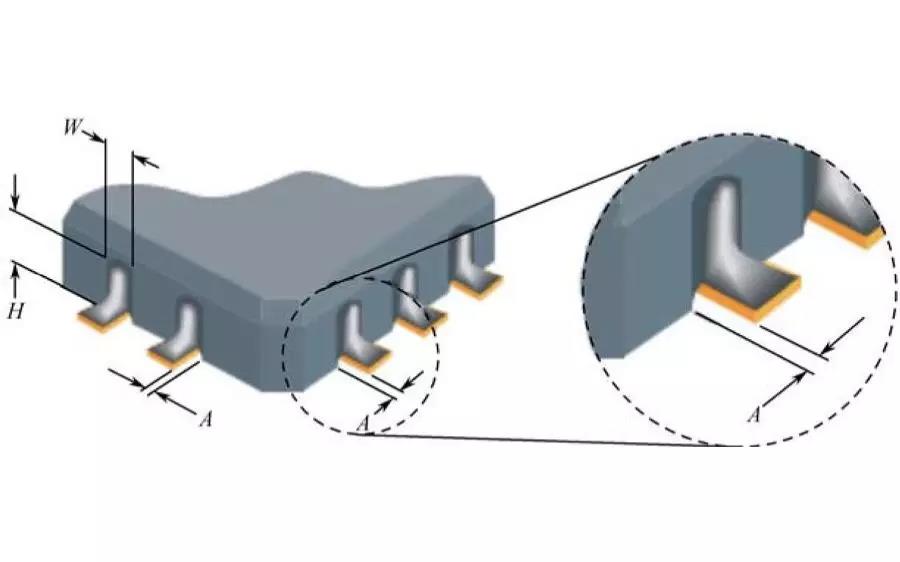
圖3
③ 焊盤上焊點(diǎn)潤濕情況良好,但“城堡”門上無焊錫,或焊錫偏少,只有“F”高度(F為焊盤上錫厚度),視為不合格;城堡高度H上的焊料要求應(yīng)是F加上H的三分之二以上高度,才能視為合格焊接,如圖4所示。
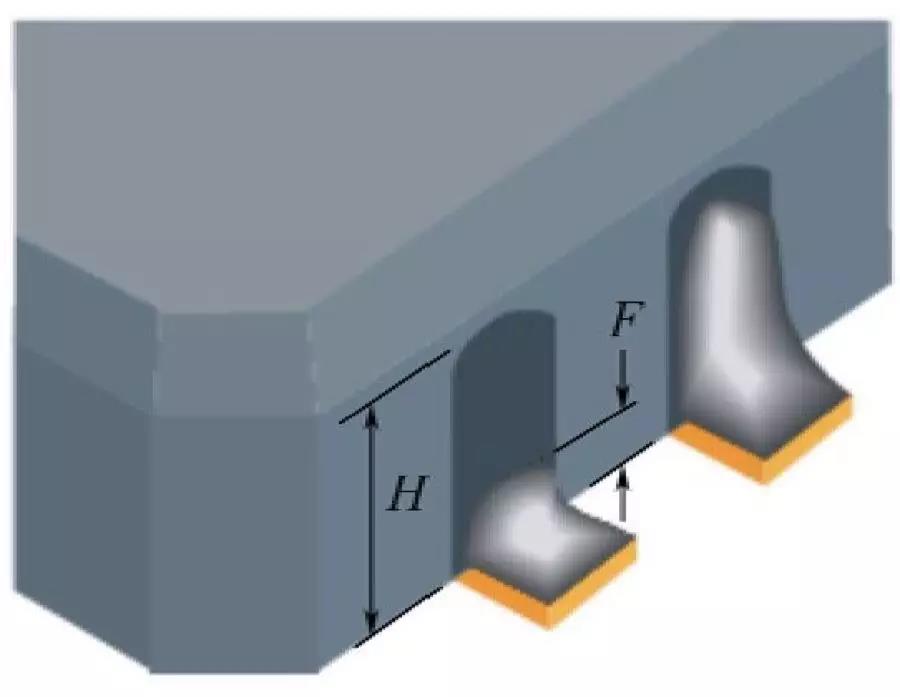
圖4
④ 如果“城堡”門上的引出端焊錫潤濕性好,但焊盤上焊錫潤濕性不好,這種情況也應(yīng)視為不合格,如圖5所示。
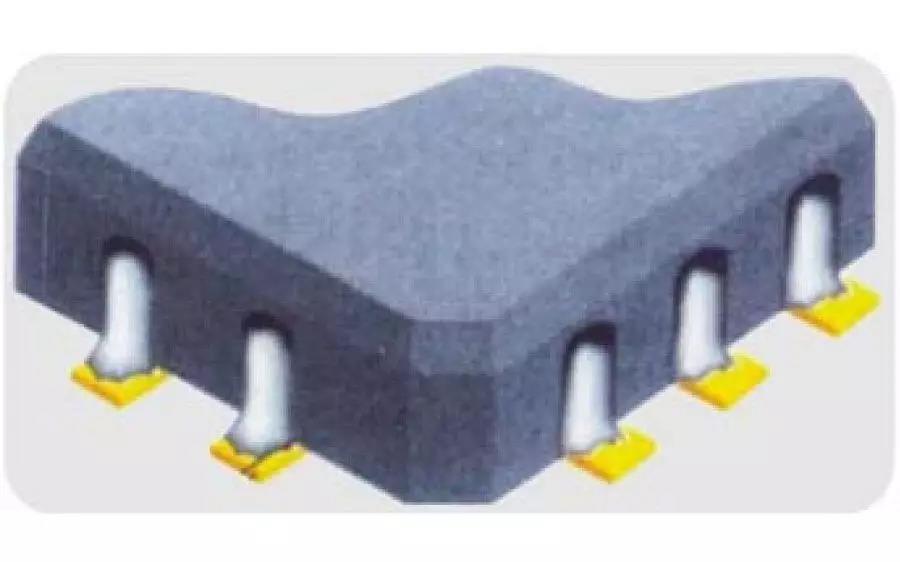
圖5
⑤ LCC器件在焊盤上貼裝時(shí),一定要有“B”的距離,這就是說,器件貼裝后應(yīng)能看見焊盤,這個(gè)“B”就是焊盤邊緣到器件引出腳的距離,如圖6所示。這個(gè)距離應(yīng)根據(jù)器件型號(hào)尺寸來確定,如果末端偏移幾乎沒有“B”的距離,焊接時(shí)就會(huì)造成器件不可靠,這種安裝應(yīng)視為不合格。
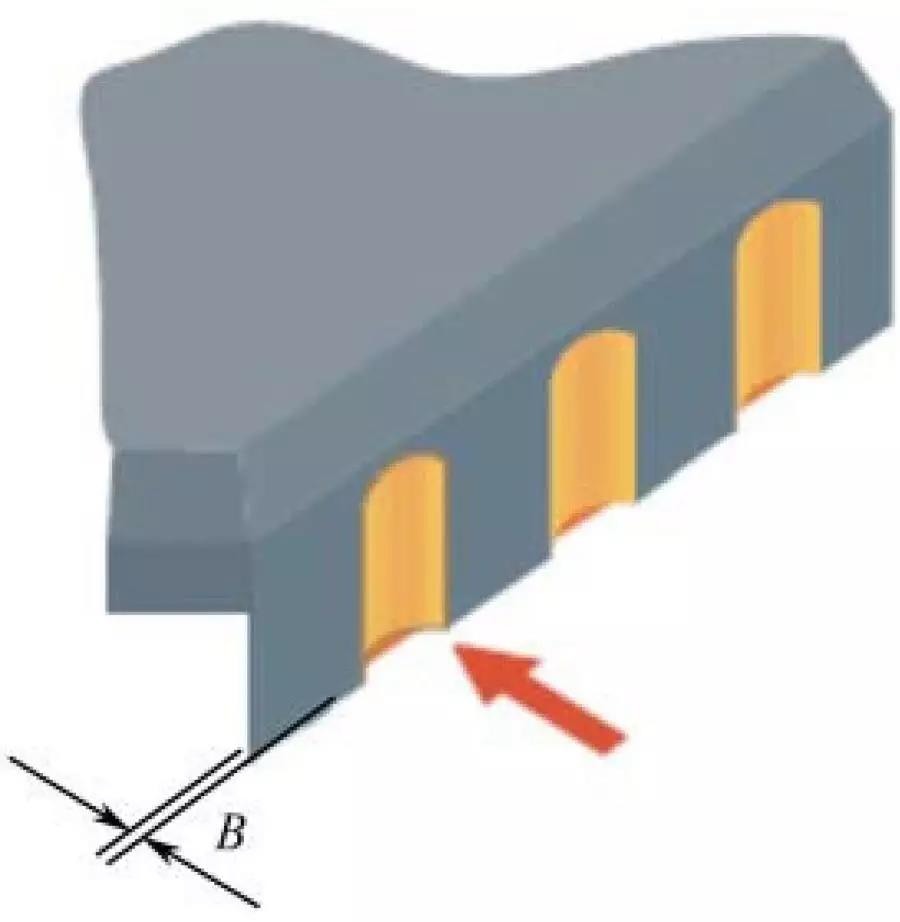
圖6
二、“J”形引腳器件裝焊工藝
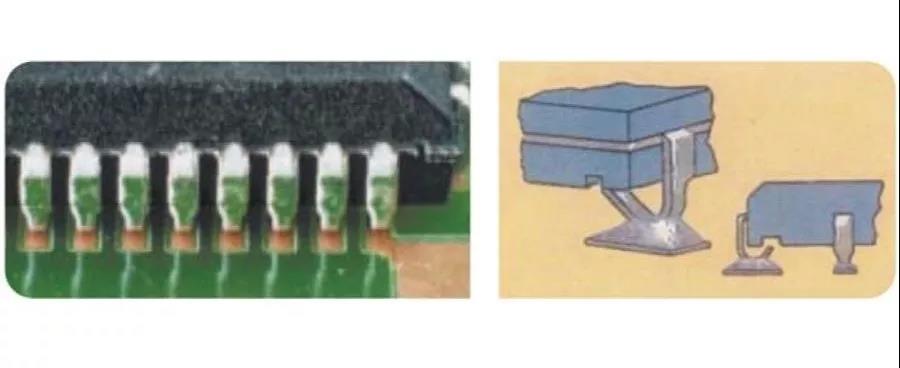
在表面組裝技術(shù)中PLCC器件即是業(yè)界里常說的“J”形引腳塑料封裝表面安裝器件。由于該器件的引出腳像英文字母“J”的形狀,因此人們常常將這種器件稱為“J”形引腳,圖7是這種器件的外觀及結(jié)構(gòu)形式。

圖7
圖8所示中的參數(shù)及焊接判定是對(duì)“J”形引腳器件的工藝要求。圖8中“W”是引腳寬度,“A”是引腳寬度方向引腳越出焊盤的最大距離,“B”是引腳前端越出焊盤的最大距離。
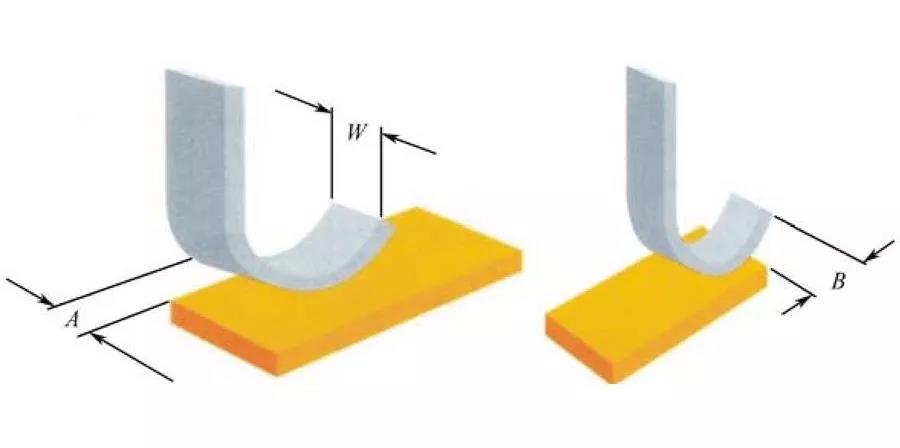
圖8
“J”形引腳器件在焊盤上的安裝位置、焊接的焊料要求必須滿足表1的要求。
“J”形引腳器件在焊盤上的安裝焊接工藝要求如下。
① “J”形引腳器件從正面看,在焊盤上無偏移且位置居中,從側(cè)面看焊接良好,如圖9所示。
圖9
② 側(cè)面偏移量“A”要求等于或小于引腳寬度“W”的25%,如果超過則視為不合格,如圖10所示。
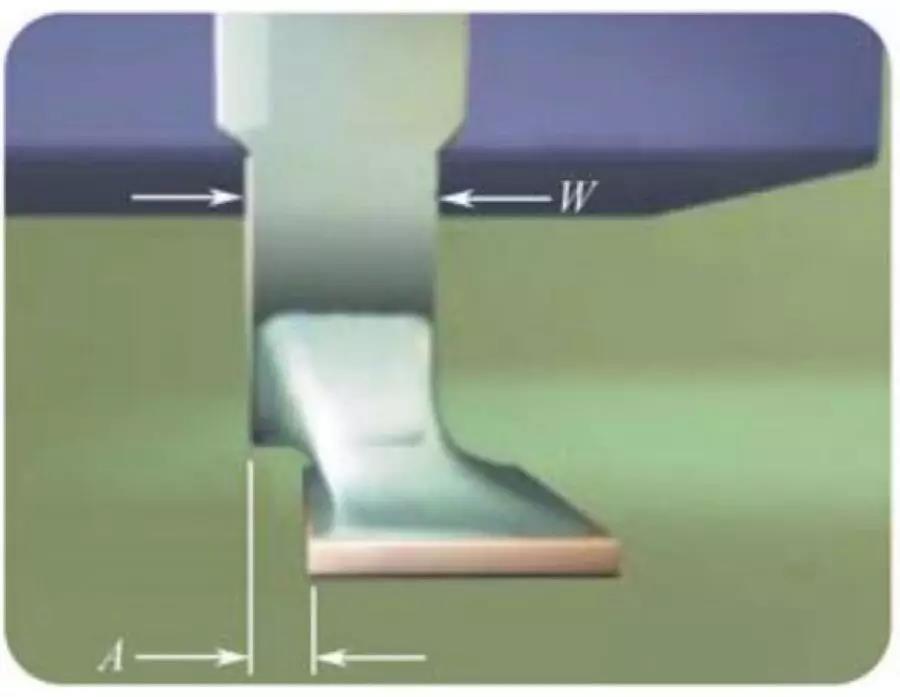
圖10
③ 趾部偏移量“B”不能超過引腳寬度的25%,超過視為不合格,如圖11所示。
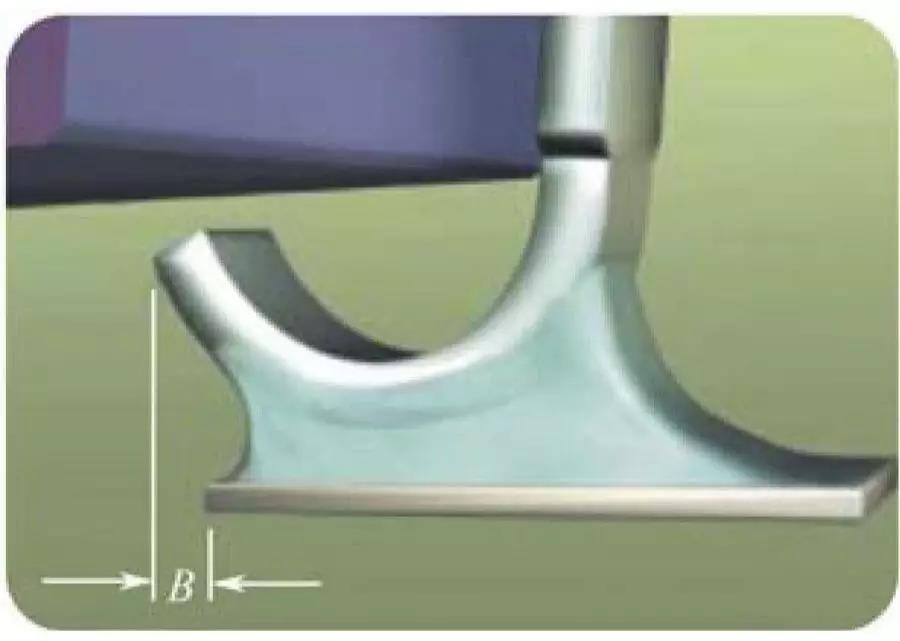
圖11
④ “J”形引腳焊接時(shí),焊盤與引腳間有一定的焊料,這樣焊接出來的焊點(diǎn)接觸可靠,這個(gè)焊料厚度“G”要求潤濕良好,滿足設(shè)計(jì)或工藝要求,如圖12中所示。
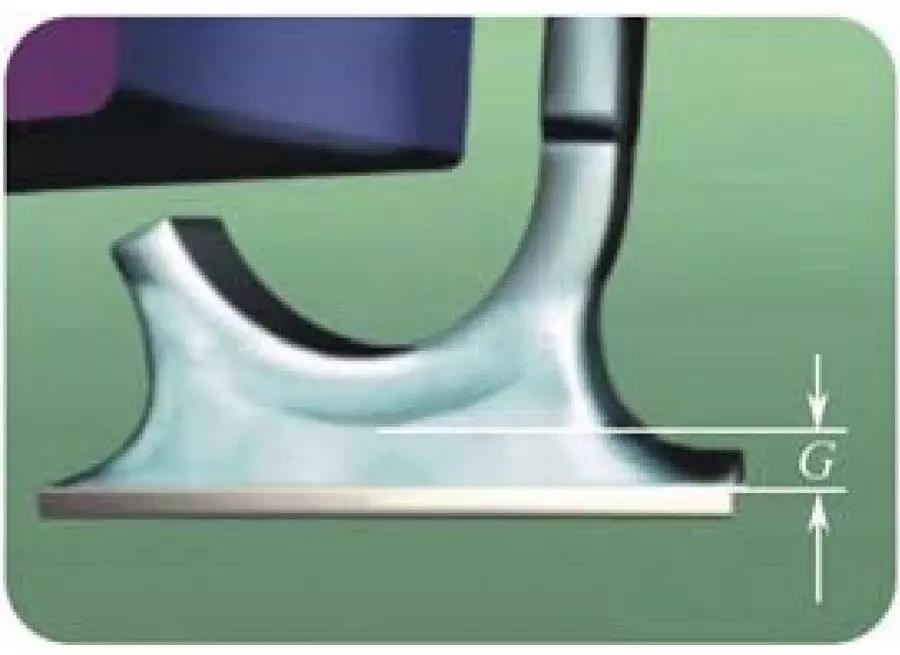
圖12
⑤ 最小末端焊點(diǎn)寬度“C”應(yīng)是引腳寬度“W”的75%,低于“W”的75%則視為不合格,如圖13所示。
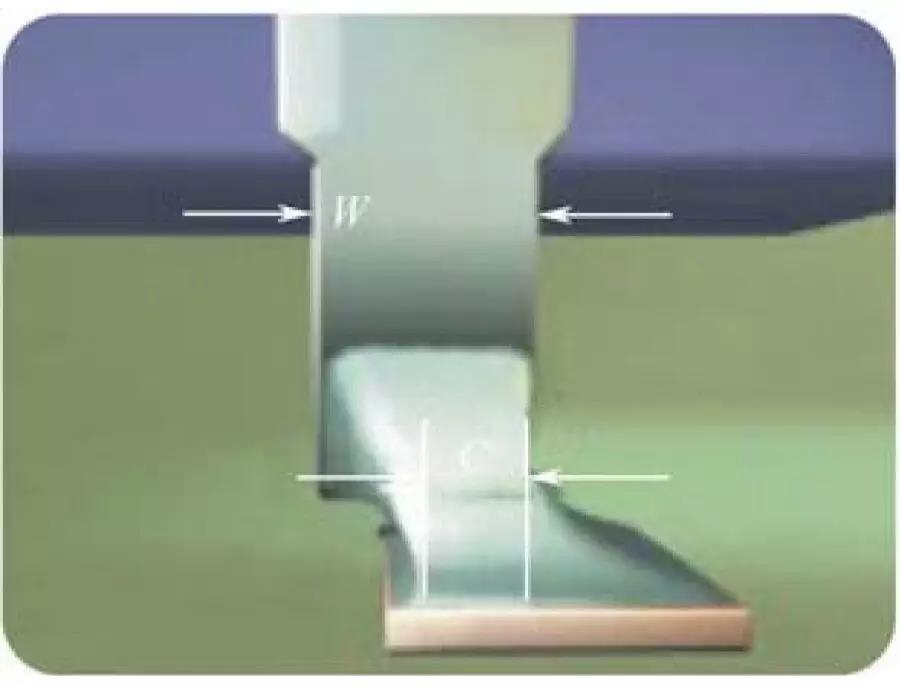
圖13
⑥ 側(cè)面焊點(diǎn)長(zhǎng)度“D”應(yīng)大于引腳寬度“W”的兩倍,小于則視為不合格,如圖14所示。
圖14
⑦ 如果從側(cè)面看“J”形引腳的焊點(diǎn)像圖15所示這樣,雖然引腳在焊盤居中位置,但焊料太少了一點(diǎn),也應(yīng)視為不合格。
圖15
⑧ 最大焊料高度“E”在引腳端部和跟部較多,但如果焊料潤濕性好,焊料又沒有觸及到元件體,這樣的焊點(diǎn)是可以接受的,視為合格,如圖16所示。
圖16
⑨ 最大焊料高度“E”過多,已觸及到了元件體,并且引腳上部外形被焊料覆蓋得不清晰了,焊料超出焊盤,有堆積感,這樣的焊點(diǎn),應(yīng)該視為不合格,如圖17所示。

圖17
三、面陣列引腳器件的裝焊工藝
BGA(Ball Grid Array)面陣列封裝器件技術(shù)的研究始于20世紀(jì)60年代,最早被美國IBM公司采用,但一直到20世紀(jì)90年代初,BGA才真正進(jìn)入實(shí)用化的階段。
精細(xì)間距器件(如QFP)的局限性在于細(xì)引腳易彎曲,質(zhì)脆而易斷,對(duì)元器件的平面度和引線間的貼裝精度要求很高。而BGA技術(shù)采用的是一種全新的設(shè)計(jì)思維方式,它采用將圓形或者柱狀點(diǎn)隱藏在封裝器件體下面的結(jié)構(gòu)形式,使得焊球間距大、焊球長(zhǎng)度短。相對(duì)于同樣尺寸的QFP器件,BGA能夠提供多至幾倍的引腳數(shù),這對(duì)于表面組裝來講,可以大幅度地提高焊接合格率和一次成功率。
BGA主要結(jié)構(gòu)分為三部分:主體基板、芯片和封裝。基板一面是焊接面,另一面是芯片的封裝面。焊接面上球形焊矩陣狀排列。基板是特別精細(xì)的印制電路板,有雙面板與多層板幾種形式。對(duì)于引出端數(shù)較多的基板一般都是多層板,內(nèi)部為布線層和電源、接地層。對(duì)于引出端數(shù)較少的基板用雙面板即可。在芯片封裝面上IC芯片以COB方式與基板連接。
BGA器件以焊點(diǎn)在器件底部呈陣列分布,這樣既減輕了引腳所遇到的阻力,又提高了組裝密度,其質(zhì)量、信號(hào)傳輸延遲都有所減少,使用頻率大大得到提高。但BGA器件的裝配焊接給PCB的焊接帶來了更為嚴(yán)格的工藝挑戰(zhàn),因?yàn)檫@種器件不能再用電烙鐵焊接了,必須借助焊接設(shè)備才能完成對(duì)它的組裝,而焊接完成后的檢查一般來說也要借助設(shè)備進(jìn)行(如果經(jīng)驗(yàn)足夠,組裝過程可控,焊接后的檢查也是可以采用目視的)。
在BGA器件問世后不久,緊接著與BGA器件一樣的封裝形式器件CSP又出現(xiàn)了,操作中有時(shí)人們也將這種器件叫做小型BGA。
CSP(Chip Size Package)是指封裝尺寸等于或略大于裸芯片面積的單芯片封裝技術(shù),它的結(jié)構(gòu)形式其實(shí)是以引線結(jié)合的LOG(Lead on Chip)和BGA等封裝基本形式的改進(jìn)和延伸。CSP底部焊球的面陣列引腳結(jié)構(gòu)使器件接近芯片尺寸,這種高密度、小巧、扁薄的元器件使得移動(dòng)電話、攝錄一體機(jī)、數(shù)碼相機(jī)等電子產(chǎn)品越做越小。如以0.65mm(引腳間距)、160個(gè)引腳的QFP器件面積為1,則同樣引腳數(shù)的CSP,其占用面積僅為0.17。
面陣列引腳器件的外觀及局部剖視結(jié)構(gòu)形式如圖18所示,它們的側(cè)視、底視結(jié)構(gòu)如圖19所示。
圖18
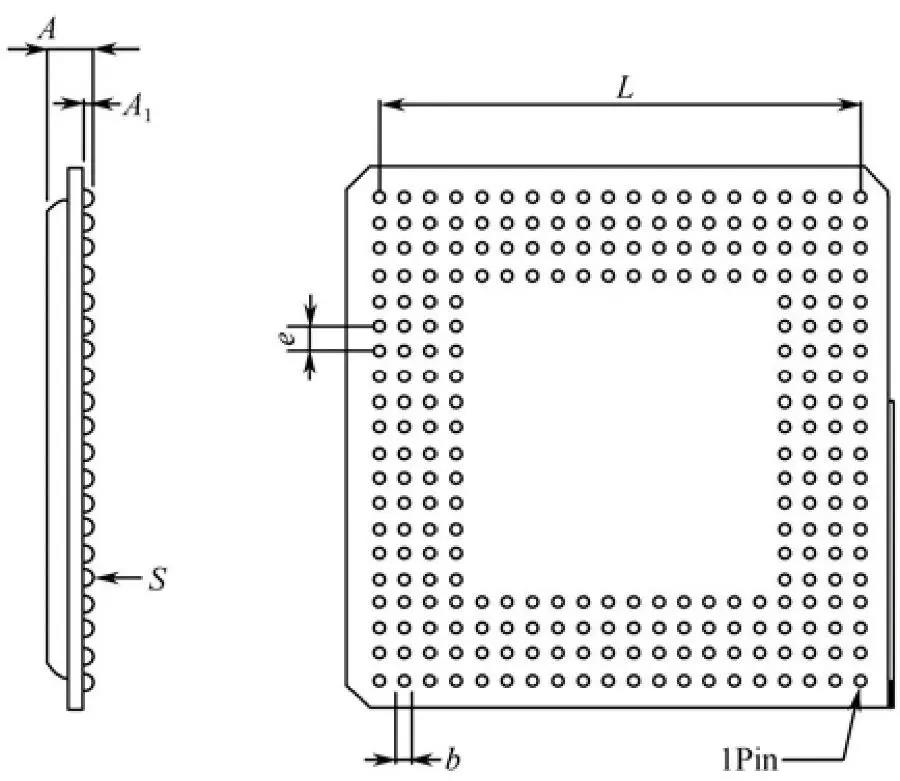
圖19
球柵陣列器件BGA、CSP它們的裝焊工藝及合格條件可以參考下列的組裝工藝和焊接要求加以判定。
① 良好焊接的球柵陣列器件焊點(diǎn)其尺寸和形狀應(yīng)呈均勻一致,如圖20中的“C”間隙,并且無橋接;BGA焊球潤濕,在焊盤上應(yīng)形成橢圓或臺(tái)柱形焊點(diǎn),如圖20所示。
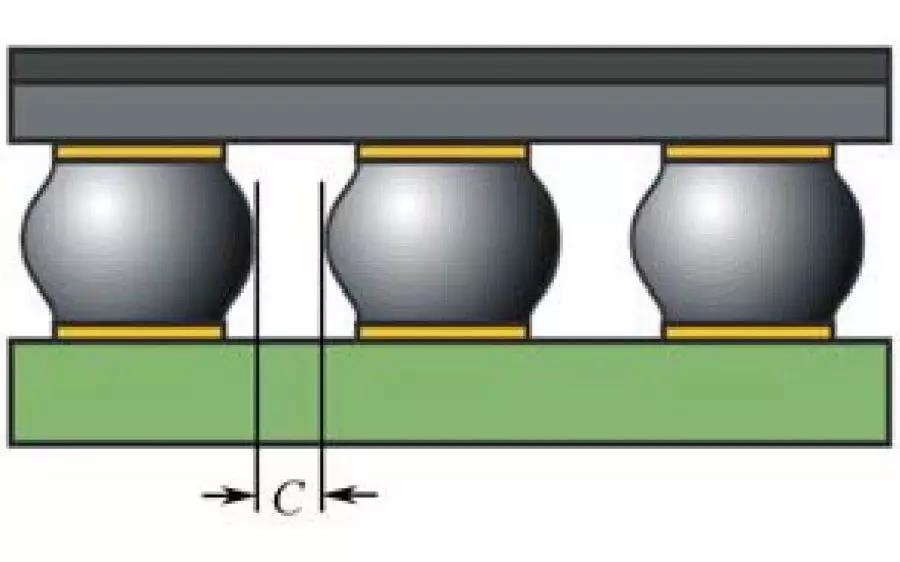
圖20
BGA器件優(yōu)良的貼裝是焊球與焊盤完全重疊,并且共面,如圖21所示。
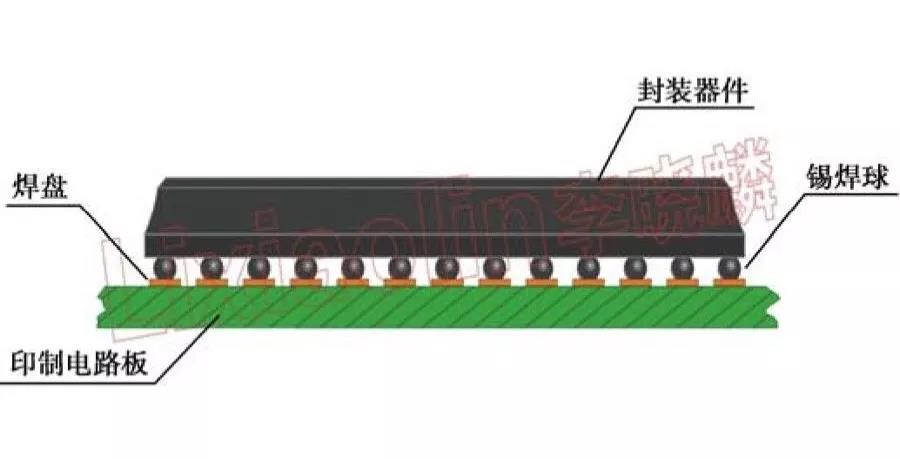
圖21
② 如果組裝時(shí)球柵放置稍有偏移,但焊球?qū)?yīng)占焊盤面積的三分之二以上,并且焊球滿足共面性工藝要求,這樣的組裝是合格的,因?yàn)楫?dāng)焊球熔融時(shí)焊料的自校正作用可以將這種稍有偏移的貼裝拉正,如圖22所示。
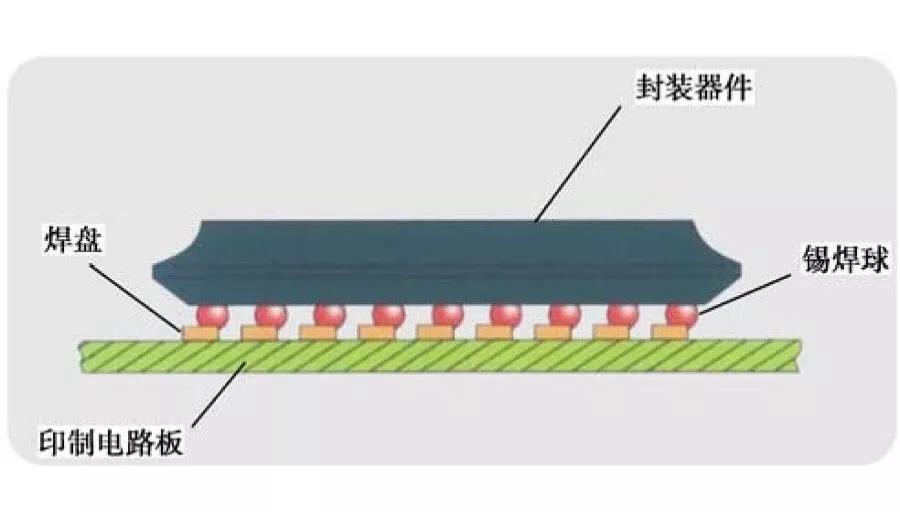
圖22
③ 當(dāng)貼裝時(shí)焊球放置偏移,像圖23所示那樣,焊球?qū)?yīng)在焊盤面積的三分之二以下,雖然焊球滿足工藝的共面性要求,但偏移太多已超出焊料的自校正作用,焊球熔融時(shí)會(huì)發(fā)生短路的可能,所以這種貼裝應(yīng)視為不合格。
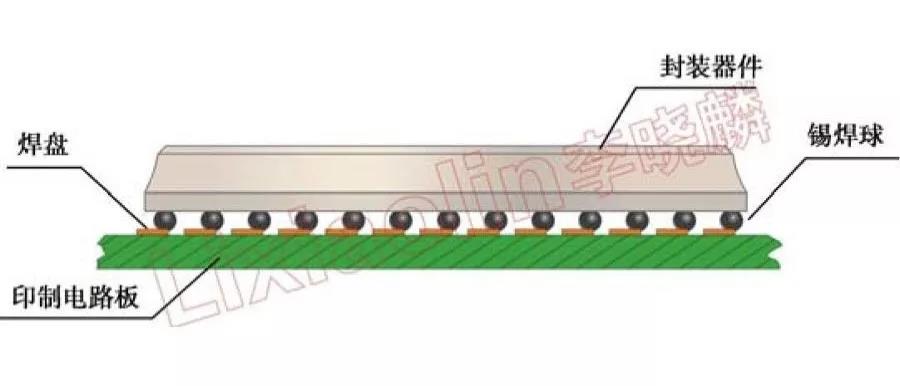
圖23
BGA、CSP球柵陣列器件在X-射線檢查中所呈現(xiàn)的幾種不合格情形。
① 采用目視方法可以觀察X-射線檢查下焊球有橋連,這種橋連接一般表現(xiàn)為“腰部收縮”現(xiàn)象,這就說明焊球與焊盤上的焊膏未熔融在一起,或焊盤沒有完全潤濕,如圖24所示。
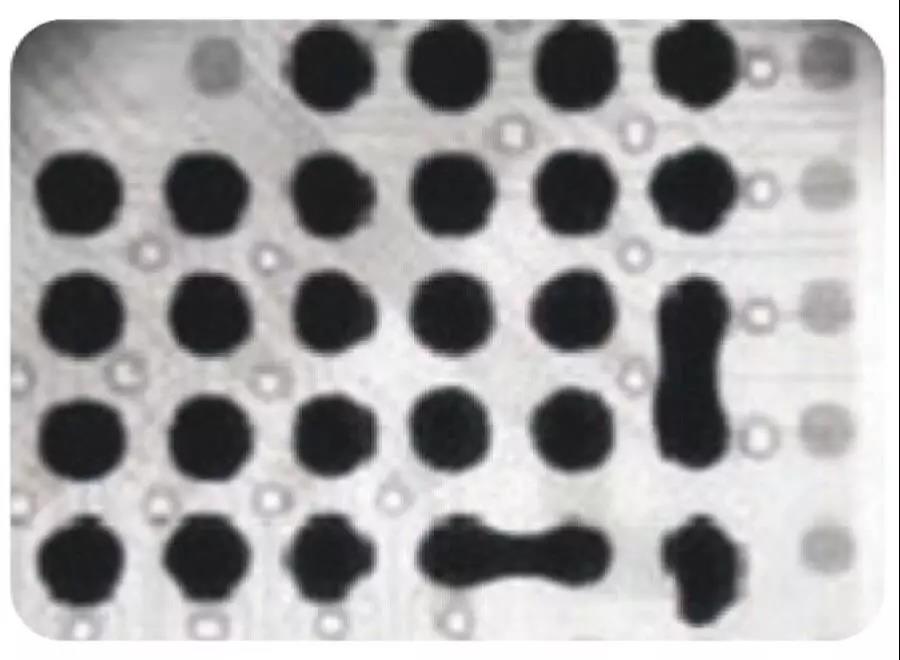
圖24
② 由于再流焊爐的參數(shù)設(shè)定不合理,可能焊接溫度偏低,焊球處的焊膏沒有完全熔融,就會(huì)產(chǎn)生像圖25所示那樣的沒有完全熔融的焊點(diǎn)。
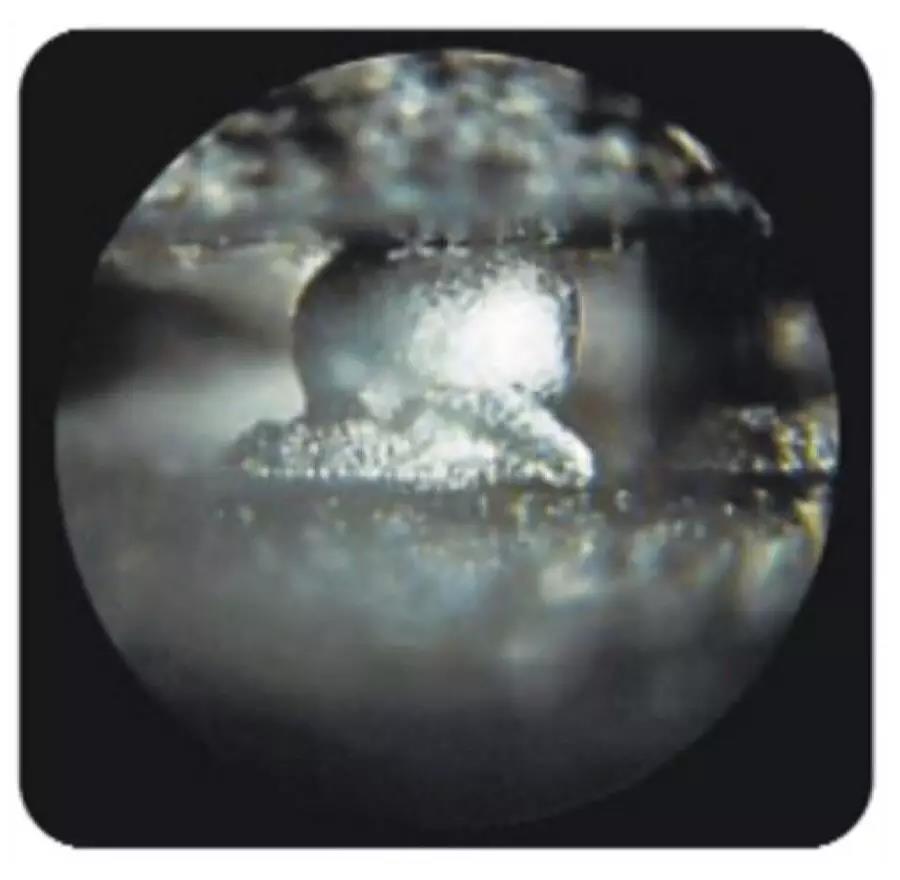
圖25
③ 焊球有裂紋,且焊點(diǎn)沒有形成橢圓或臺(tái)柱形狀,如圖26所示。
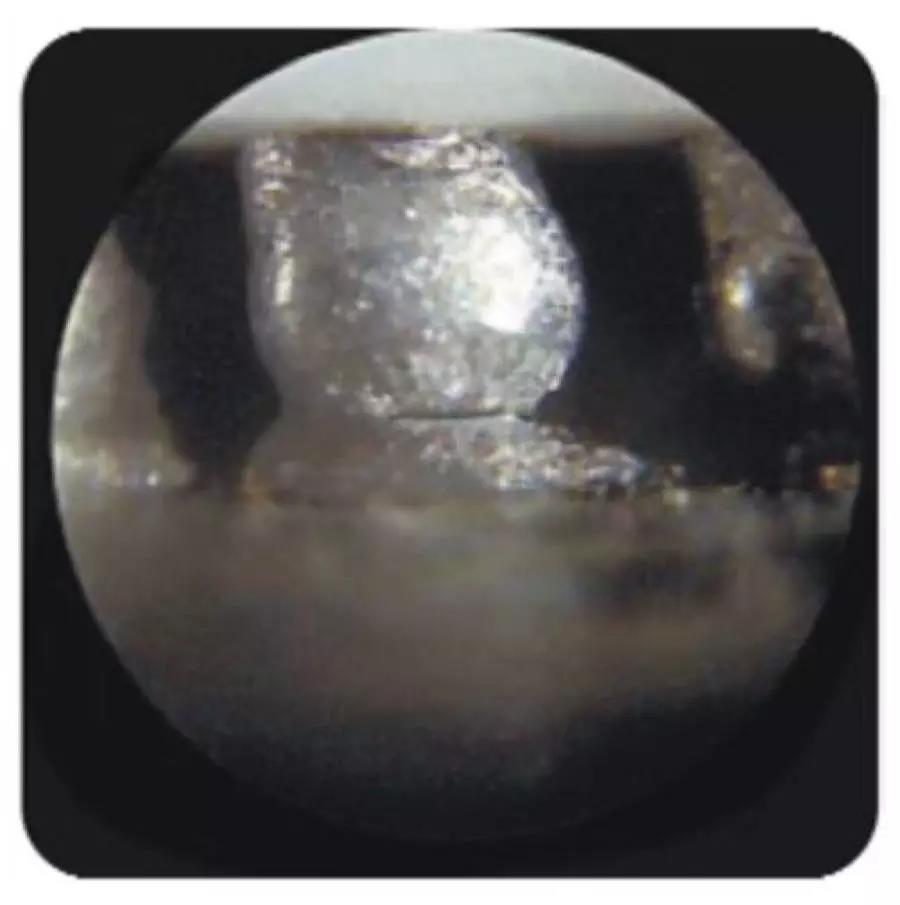
圖26
根據(jù)李曉麟老師的印制電路組件裝焊工藝與技術(shù)改編
八頭貼片機(jī)")
系方式、博維科技官方微信")




