貼片機的維護與保養
作者:博維科技 時間:2023-04-28 15:39
一、設備維護保養準則
貼片機是SMT生產線主要的價值創造者,因此,貼片機良好的運行狀態、較高的效率、較好的精度,以及較低的故障率直接關系著整條生產線的產能和效益,
因此貼片機維護保養的原則就是保障設備安全、高效、精確地工作。
貼片機是一個復雜的系統,各部位功能不同,元件類型不同,相應維護保養的方法也不盡相同。因此針對不同部位,有相應的維護保養方法和注意事項。貼裝
機的貼裝速度和貼裝精度是一定的,設備的維護保養是靠有效的措施和制度來保障的,因此,維護和保養歸根結底是對人員的要求。如何發揮機器應有的作用,
人的因素很重要。要制定切實有效的規章制度和管理措施來保證機器正常運轉,保證貼裝質量和效率。
1、各個層次設備工作人員應該具有相應的能力
① 操作、維護人員應該具有自主保養設備的能力;
② 維修人員應該具有保養機電一體化設備的能力;
③ 生產技術人員應具有設計出相應工裝的能力;
④ 改善現有設備,提高綜合效率的能力。
2、操作、維護必須滿足的一些基本要求
設備維護保養首要解決的問題是安全問題,要保證設備運轉的安全、操作人員的安全,以及產品質量的安全,要做到這些,首先要使操作和維護人員具有足夠的
知識和技能完成相應的操作,因此要進行以下幾個方面的基本要求。
① 編制安全注意手冊,每個步驟都要確定“要注意的事項”;
② 災害是隨故障發生的,出現故障,先不要著急,要考慮安全的處理事項;
③ 作業習慣,身體不適(疲勞和精神松懈等)都是造成事故的原因;
④ 貼片機后方是看不到的,先確認無人,再開始操作;
⑤ 堅持實行整理、整頓、清理、清潔和保養等項目;
⑥ 開展安全活動,培養嚴格面對危險的工作習慣。
3、維護操作指導
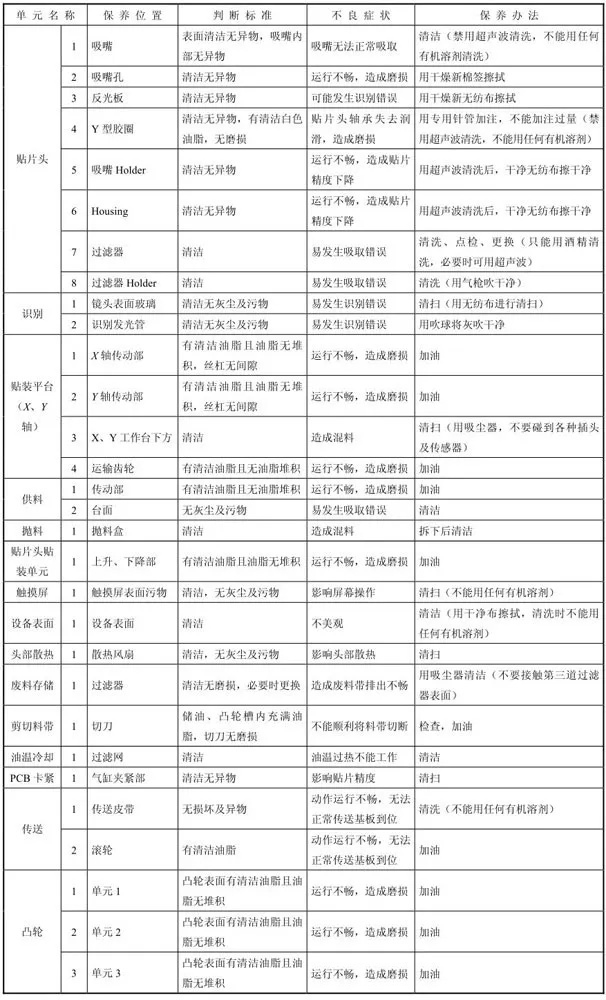
根據本身設備結構,按照貼片機的各個功能組成部分,設備工程師需要編寫各組成單元的保養要求,以及相應操作指導,然后將這些操作指導制度化。設備保養
要求及相應操作指導參見下表。雖然各種不同的機器,相應部位會有所調整,但主要結構大致相同。所以,下表還是具有一定的指導意義。
按照貼片機組成元件的類型不同,對主機械部、電動機和驅動、氣缸和電磁閥、控制板卡和計算機及傳感器等應區別對待,特別是其中的易損部件和消耗品。
為了保證設備始終處于貼片的最佳狀態,要定期對設備的消耗部件進行更換,保養,有關消耗品的功能和需要更換的原因在備件選擇中已經詳細提到。
二、設備維護保養制度
1、制訂設備保養的規章制度和保養計劃
貼片機高效高質量的貼裝,是靠切實有效的規章制度和管理措施來保證的。雖然制定了設備保養要求以及相應操作指導,還需要人來執行,否則成了聾子的擺
設。應建立嚴格有效的設備日保養、周保養、月保養,以及季度、年保養制度,需要建立三方面的制度。第一,設備運行的狀況、檢查及保養制度;第二,制
定設備檢查和保養的工作流程;第三,制訂設備備件壽命統計和更換實施計劃表。這是一個管理的問題,而非技術問題。關于設備日保養、周保養、月保養、
季度保養,以及年保養制度各設備廠商都提供了詳細的保養計劃,設備工程師根據這些計劃,制定簡單明了的保養表格,以便工廠實施。
本小節僅提供表1~表5五個表格供參考。
表1 維護保養檢點表

根據表格所規定的各個檢查項目,設備工作人員應該按照制度的規定和相應的計劃,對設備進行日常的操作和管理,并完成相應的記錄。
表2 日保養記錄

表3 周保養記錄
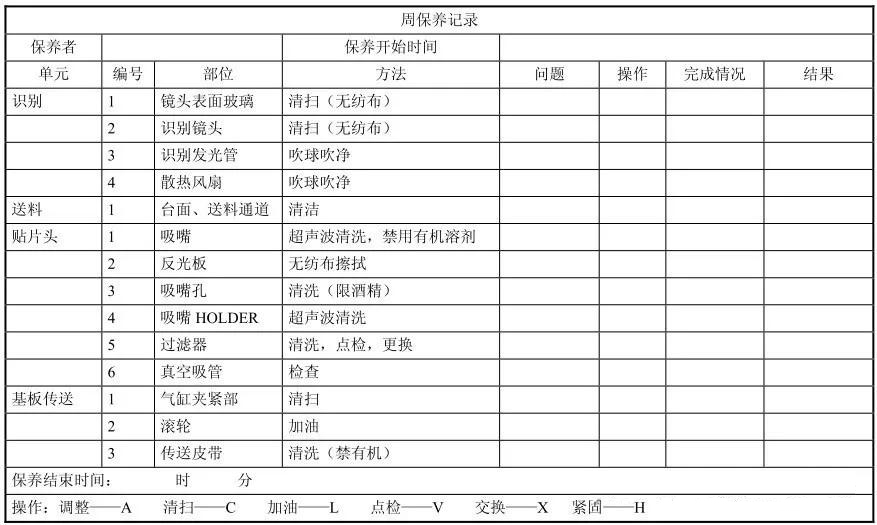
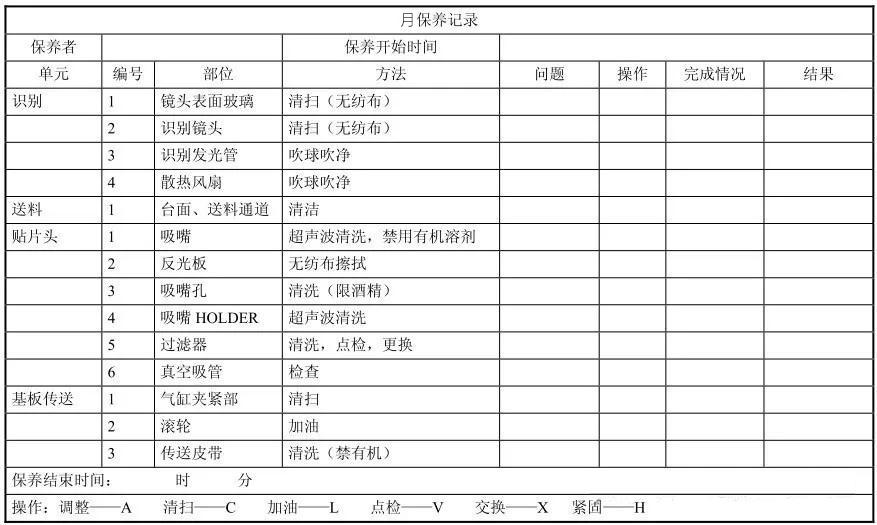
表4 月保養記錄
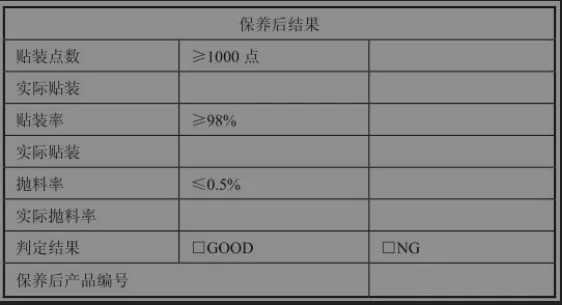
設備保養完成后,要根據實際情況考核和記錄設備保養完畢的情況。
表5 保養結果
2、貼片機的備件計劃
與保養計劃相關的還有備件計劃,如備件的庫存多少,備件使用情況,備件更換情況,等等。
從設備購買之日起,詳細記錄備件的使用、維修和維護情況,并對故障進行統計、分類,分析故障原因,達到故障預警目的,整個過程中,
應該與設備商保持必要的聯系,同時有必要將以上相關的資料與設備商共享,這樣才能準確地把握設備的可靠性和壽命。因此,要制定備
件計劃相應的表格,如備件消耗表和備件使用情況登記表等。下表1和表2僅供參考。
表1 備件消耗表

表2 備件使用情況登記表

三、SMT貼片機的調整(校正)
設備維護保養后,必須進行設備的調整,就像設備剛剛安裝后需要調試一樣。這時的調整由工廠技術人員完成。所以在設備驗收時,工廠技
術人員一定要參與最初的設備調整,才能對設備安裝調試全過程和機器參數等做到心中有數,才能單獨擔當設備調整的重擔。在購買設備時
的培訓合同中,也要涉及這方面培訓的內容。
貼片機的種類很多,相應調整有很多,按功能分有6 大類的調整:
① 旋轉頭吸嘴部——吸嘴編碼檢測傳感器的調整、貼裝高度調整、不良元件排出壓力調整、元件吸著高度的調整、吸嘴原點傳感器的調整
(上部和下部)及壓件高度調整。
② 旋轉頭及其他——送料器高度調整。
③ 切刀的嚙合調整。
④ 元件供給部——供料器調整。
⑤ 上載導軌和下載導軌調整。
⑥ 控制機器——線性傳感器高度與角度調整。本書以松下HT轉塔貼片機為例介紹5種重要的調整步驟,供參考。
1、吸嘴部的吸嘴編碼檢測傳感器的位置調整步驟
① 打開電源,使之回到原點。
② 用手柄將循環計時器轉到250°的位置上。
③ 用手旋轉吸嘴裝置的反射鏡,在傳感器放大器(Lidht On)上確認吸嘴編號碼,檢測傳感器是否正常工作或用監控確認。
④ 當無法正常工作時,請將檢測傳感器從支架上取下,確認檢測傳感器的位置是否正確。
⑤ 按檢測①,②,③的順序安裝支架,為檢測吸嘴編號,反射鏡的切口各不相同。
⑥ 確認環行凸輪原點傳感器與環行凸輪的間隙,標準值:2.5mm ±0.1mm。
⑦ 確認吸嘴編碼檢測傳感器(下)與反射鏡之間的間隙,標準值:1.2~1.3mm。
⑧ 調整后,用手旋轉反射鏡,確認各吸嘴的編碼是否正確。
⑨ 打開主操作盤上的“SERVOMOTOR”。
2、切刀的嚙合調整步驟
① 打開電源,使之返回原點。
② 用手將左側元件供給部移動到待機位置。
③ 用手柄將循環計時器旋轉到42°位置。
④ 為使凸輪從動件與可動刃接觸,擰松螺母,旋轉滾輪從動桿(偏芯)使之與可動刃相契合(間隙0mm)。
⑤ 擰緊螺母。
⑥ 確認固定刃與可動刃嚙合的間隙為0mm。
⑦ 確認切紙時切屑中是否有毛刺。
⑧ 檢查:確認固定刃與可動刃之間互不干涉。
3、元件吸附高度的調整
① 打開電源,使之返回原點。
② 制作貼裝元件厚度0.5mm的元件的程序。
③ 打開主操作盤上的“AUTO”(全自動)—“程序塊運轉”—“START”(開始),將1號移到(吸嘴裝置)。
④ 取下被吸件的元件。
⑤ 將手柄旋轉到循環計時器280°的位置。
⑥ 確認Z軸(Z1)上面與吸嘴尖端的間隙。
⑦ 標準值——間隙:0.5~0.6mm;高度:31.5~31.1mm。
4、貼裝高度調整
① 打開電源,使之返回原點。
② 在元件供給部送料器設定元件厚度(0.5mm)。
③ 打開主操作盤上的“AUTO”(全自動)—“程序塊運轉”—“START”(開始),將1號吸嘴裝置移到ST10(貼片位置參見圖6.3)。
④ 取下被吸件的元件。
⑤ 將手柄旋轉到循環計時器300°的位置上(裝置下的止點)。
⑥ 檢查:此時,由于“AUTO”(全自動)與“MANUAL”(手動)電動機的高度不同,請確認貼片高度偏移值是否已被輸入。
⑦ 確認1號吸嘴的尖端與基板上面的高度。
⑧ 標準值——間隙:0.3~0.35mm;高度:0.15~0.2mm。
⑨ 參考值——元件厚度0.5mm,間隙0.3mm的場合,貼裝高度負0.2mm(壓入焊膏,參見下圖)。

5、電動機調整:X、Y軸電動機交換及原點調整
① 松開電動機聯軸器,將電動機取出,換新電動機并固定。
② 用紙片擋住Sensor(傳感器),回原點。
③ 對某程序某點進行Teach(示教),回原點。
④ 點亮PCB Camera(照相機),將某點推至Camera下。
⑤ 鎖緊聯軸器,再次回原點確認。
四、貼片機的重新評估
設備的評估應該隨設備的保養計劃同步實施,設備每經過一次維修或者保養,設備組成都會發生相應的變化,相應設備的狀態和能力也會
出現相應的改變。要做到設備的維護保養量化管理,必須要有足夠的考核數據做支持。
在設備維護和調整的最后,通常會結合生產情況對設備進行一定的考核和檢測,按照統一的評判方法,如前面所述方法之一,定期對設備
進行必要的評估,時刻把握貼片機的可靠性和貼裝能力。







