
|
為了正確放置SMT組件,PCB必須保持完全平整。為了準確放置,貼片機必須將SMT組件釋放到所有組件的電路板上方相同高度。 如果PCB有翹曲,也就是說不平整,則機器在將元件放置在電路板上時,在釋放元件時無法保持恒定的高度——這會影響放置的準確性,尤其是對于細間距元件。 此外,平面PCB有助于在回流期間將SMT組件保持在適當?shù)奈恢谩H绻亓鳡t內(nèi)的高溫導致電路板平整度發(fā)生變化,則SMT組件可能會因為它們漂浮在熔融焊料上而滑出位置,從而導致焊料橋接和開路。 一、什么是PCB翹曲? PCB通常由玻璃纖維和其他一些復合材料制成,大多數(shù)PCB僅層壓一次并且非常簡單。 PCB翹曲就是PCB形狀改變了,具體的如下圖所示,很明顯的PCB翹曲。  PCB翹曲 二、PCB翹曲標準是多少? 根據(jù)IPS標準,所需貼裝PCB的翹曲度(WD)應(yīng)小于或等于0.75%。也就是說,當WD大于0.75%時,應(yīng)判斷為翹板,或缺陷產(chǎn)品。 實際上,在不安裝元件而只需要插件的情況下,板的平整度要求更低,WD標準可以小于或等于1.5%。 當然,有些廠家為了滿足更高的客戶需求,他們可以追求更嚴格的標準,有些WD標準需要小于或等于0.5%,甚至這個要求達到小于或等于0.3%。 三、PCB翹曲度的計算公式 翹曲,顧名思義,就是PCB印制板是否平整,能否完美地插入板子的孔洞和表面貼裝焊盤中。 翹曲通常是指塑件表面未按設(shè)計形狀成型的變形。影響翹曲的因素很多,所以在生產(chǎn)過程中一定要注意。畢竟,每一個微小的錯誤都可能使整個電路板報廢。那么如何計算PCB的翹曲? PCB翹曲度計算公式: 翹曲=單角翹曲高度/(PCB對角線長度*2)*100%  PCB翹曲度計算公式 在自動插線中,如果PCB不平整,會造成定位不準,甚至會導致自動插機死機。如果在元件焊接后板子彎曲,非常難以整齊地切割元件腳,最終會導致PCB電路板無法安裝在機箱或機器中的插座中,相當于報廢了一個一塊電路板。如果廠家遇到PCB翹曲就是一件很心疼的事情。(主要是心疼錢) 四、PCB翹曲原因 1、PCB翹曲原因 1)電路板本身的重量會導致板子凹陷變形 一般回流爐是用鏈條帶動電路板在回流爐內(nèi)向前移動,即以板子兩側(cè)為支點支撐整塊板子。 如果板子上有重物,或者板子尺寸過大,由于板子的量,中間會出現(xiàn)凹陷,導致板子彎曲。 2)V-cut太深,導致兩側(cè)V-cut處翹曲 基本上,V-Cut是破壞板子結(jié)構(gòu)的罪魁禍首,因為V-Cut在原大片材上切槽,所以V-Cut容易翹曲。 材料、結(jié)構(gòu)、圖形對板翹曲的影響:PCB由芯板、半固化片和外層銅箔壓制而成。芯板和銅箔在壓在一起時會因熱而變形。翹曲量取決于兩種材料的熱膨脹系數(shù)(CTE)。 銅箔的熱膨脹系數(shù)(CTE)約為17X10-6;而普通FR-4基材Tg點下Z向CTE為(5070)X10-6;TG點以上為(250350)X10-6,由于玻璃布的存在,X方向CTE一般與銅箔相近。 2、PCB加工過程中引起的翹曲 PCB加工翹曲的原因很復雜,可以分為熱應(yīng)力和機械應(yīng)力。 其中,熱應(yīng)力主要在壓制過程中產(chǎn)生,機械應(yīng)力主要在板材的堆垛、搬運和烘烤過程中產(chǎn)生。 1)來料覆銅板過程中引起的PCB翹曲 覆銅板均為雙面,結(jié)構(gòu)對稱,無圖形。銅箔和玻璃布的CTE幾乎相同,因此在壓制過程中幾乎沒有因CTE不同而引起的翹曲。 但覆銅板壓機尺寸較大,熱板不同區(qū)域的溫差會導致壓合過程中不同區(qū)域的樹脂固化速度和固化程度略有差異。同時,不同升溫速率下的動態(tài)粘度也有較大差異,因此也會因固化過程的不同而產(chǎn)生局部應(yīng)力。 一般這種應(yīng)力在壓制后會保持平衡,但在以后的加工過程中會逐漸釋放和變形。 2)PCB壓制過程中引起的PCB翹曲 PCB壓制過程是產(chǎn)生熱應(yīng)力的主要過程。與覆銅板的壓制類似,也會因固化工藝的不同而產(chǎn)生局部應(yīng)力。由于厚度較厚,圖案分布多樣,預(yù)浸料較多,熱應(yīng)力會比覆銅板更難消除。 PCB板中的應(yīng)力在隨后的鉆孔、成型或燒烤過程中釋放,導致板變形。 3)阻焊層和絲印烘烤過程中引起的PCB翹曲 由于在固化過程中阻焊油墨不能相互堆疊,PCB板將放置在機架中烘烤板固化。 阻焊溫度在150℃左右,超過覆銅板的Tg值,PCB容易軟化導致不能耐高溫。造商必須均勻加熱基板的兩面,同時保持加工時間盡可能短,以減少基板的翹曲。  PCB翹曲 4)PCB冷卻和加熱過程中引起的PCB翹曲 錫爐溫度225℃-265℃,普通板熱風焊料整平時間3s-6s。熱風溫度為280℃-300℃。 焊料整平后,板子從常溫下放入錫爐,出爐后兩分鐘內(nèi)進行常溫后處理水洗。整個熱風焊錫整平過程是一個突然加熱和冷卻的過程。 由于電路板的材料不同,結(jié)構(gòu)不均勻,在冷卻和加熱過程中不可避免地會出現(xiàn)熱應(yīng)力,導致微觀應(yīng)變和整體變形翹曲區(qū)域。 <  5)儲存不當造成的PCB翹曲 PCB板在半成品階段的存放,一般都是牢固地插在貨架上,貨架的松緊度沒有調(diào)整好,或者存放過程中板子的堆放會導致板子發(fā)生機械變形。 尤其是2.0mm以下的薄板,影響更為嚴重。 3、工程設(shè)計的原因 1、電路板上的銅表面積不均勻,一側(cè)多,另一側(cè)少。線條稀疏的地方,表面張力會比密集的地方弱,溫度過高會導致板翹曲。 2、由于特殊的介質(zhì)或阻抗關(guān)系,層壓結(jié)構(gòu)可能不對稱,導致板子翹曲。 3、板子本身的鏤空位置太大而且很多,溫度太高容易翹曲。 4、板上的面板數(shù)量過多,面板之間的間距是空心的,尤其是矩形板,也容易翹曲。 五、PCB翹曲怎么改善? 1、PCB設(shè)計時的注意事項 1)板內(nèi)鋪銅,增加版面張力。 當板長80mm以上無銅,板厚小于1.0mm時,會導致板翹。  銅前 如果板子不能壓合,又不能加厚,就采用重壓翹板。  鍍銅后 2)鏤空區(qū)域覆銅,加上工藝 當板子空心位置太多,板子太大時,回流焊后容易彎曲。 在PCB的制造過程中,所有介電層之間分布均勻。然而,正是銅層分布不均勻?qū)е翽CB翹曲發(fā)生。為防止翹曲,設(shè)計工程師必須平衡電路板每一層上的銅圖案與電路面積。設(shè)計工程師還必須平衡元件布局、裝配分布和熱分布以減少翹曲。  鏤空區(qū)域覆銅,加上工藝 例如,如果最外面的頂面有一個大的銅表面,而最外面的底面只有很少的銅跡線,那么PCB在蝕刻后將有更大的翹曲趨勢。設(shè)計工程師必須確保兩個外層的線圖案面積盡可能匹配。如果兩側(cè)的銅面積差異很大,則設(shè)計人員最好在薄側(cè)添加一個單獨的銅網(wǎng)格以平衡兩者。  鍍銅前 建議:在鏤空區(qū)域鍍銅,減少板子翹曲;另外,如果板子內(nèi)部不影響功能,也要鋪銅;最后一個建議是加工藝邊,邊工藝邊鋪銅。  鍍銅后 3)芯板與PP板為同一品牌 多層板的芯板和PP板必須是同一品牌,否則板子會翹曲。 比如6層板的pp片材不對稱:2-3芯板的pp片材薄,4-5芯板的pp片材厚,這樣一壓就翹了被壓了出來。因此,芯板和PP片材必須是同一品牌,以保證厚度一致,保證多層板PP片材的對稱性。 4)層預(yù)浸料的排列保持對稱 制造商必須確保層間預(yù)浸料的排列保持對稱。例如,對于六層板,1-2層和5-6層之間的厚度最好相同,包括預(yù)浸料片的數(shù)量。這將防止層壓后翹曲。 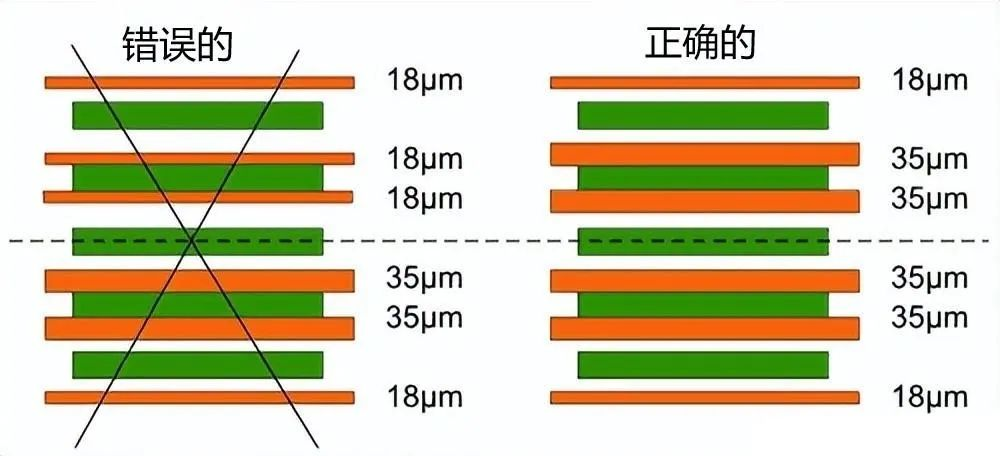 層預(yù)浸料的排列保持對稱 2、PCB加工過程中的注意事項 1)切割前的PCB 覆銅板切割前對PCB進行烘烤(150℃,時間8±2小時)的目的是為了去除板子中的水分,同時使板子中的樹脂完全固化,進一步消除電路板中的剩余應(yīng)力,這對于防止電路板翹曲很有用。 目前,很多雙面、多層板仍堅持下料前或下料后的烘烤步驟。但是,有些板廠也有例外。目前PCB廠的烘干時間也不一致,4-10小時不等。建議根據(jù)生產(chǎn)的印制板等級和客戶對翹曲的要求來決定。 整塊烤好后切割成拼圖或下料后再烤,兩種方法都是可行的。建議切割后烤板,內(nèi)板也應(yīng)該烤。 2)預(yù)浸料的經(jīng)緯度 預(yù)浸料貼合后,經(jīng)緯向收縮率不同,落料和貼合時必須區(qū)分經(jīng)緯向,否則容易造成成品板貼合后翹曲,即使對烤板施加壓力也難以矯正。 造成多層板翹曲的原因很多是由于層壓時預(yù)浸料在經(jīng)緯方向上沒有區(qū)分,隨意堆放。 如何區(qū)分經(jīng)緯度?軋制預(yù)浸料的軋制方向為經(jīng)向,寬度方向為緯向;對于銅箔板,長邊為緯向,短邊為經(jīng)向。如果你不確定,可以向制造商或供應(yīng)商查詢。 3)貼合后應(yīng)力消除 多層板經(jīng)過熱壓和冷壓后,取出、切割或銑掉毛刺,然后平放在150℃的烤箱中4小時,逐漸釋放板內(nèi)應(yīng)力并使樹脂完全固化,這一步不能省略。 4)薄板在電鍍時需要矯直 0.4~0.6mm超薄多層板用于表面電鍍和圖案電鍍時,應(yīng)制作專用夾輥。在自動電鍍線上將薄板夾在夾輥上后,用圓棒夾住整個夾輥。將滾輪串在一起,將滾輪上的所有板材拉直,使電鍍后的板材不會變形。 沒有這個措施,電鍍20到30um的銅層后,板材會彎曲,很難補救。 5)熱風整平后板子的冷卻 PCB用熱風整平時,會受到焊錫槽的高溫(約250℃)的影響。取出后應(yīng)放在平整的大理石或鋼板上自然冷卻,然后送至后處理機進行清洗,這有利于防止電路板翹曲。 有的工廠為了提高鉛錫面的亮度,熱風整平后立即將板子放入冷水中,幾秒鐘后取出進行后處理。這種冷熱沖擊可能會導致某些類型的電路板翹曲。扭曲、分層或起泡。 此外,可在設(shè)備上安裝氣浮床進行冷卻。 六、PCB翹曲修復方法 1、PCB工序中PCB翹曲修復 在PCB工序中,翹曲比較大的板材通過輥式整平機挑出整平,然后進入下一道工序。許多PCB制造商認為這種做法對于降低PCB成品板的翹曲率是有效的。 2、PCB成品板翹曲修復 對于成品,翹曲明顯超差,不能用輥式整平機整平。一些PCB廠將其放入小型壓力機(或類似夾具)中以壓制翹曲的PCB板,停留幾個小時到十個小時進行冷壓整平,從實際應(yīng)用來看,這種做法的效果并不是很明顯。一是整平效果不大,二是壓平后的板子容易回彈(即翹曲恢復)。 有的PCB廠會把小壓機加熱到一定溫度,再對壓平的PCB板進行熱壓,效果會比冷壓好,但壓力過大會導致線材變形;如果溫度過高會產(chǎn)生松香變色及其變色等缺陷。而且,無論是冷壓整平還是熱壓整平,都需要很長時間(幾個小時到十幾個小時)才能看到效果,壓平后的PCB板翹曲反彈比例也很高。 這里推薦了弓形模具的熱沖壓壓平方法。根據(jù)要平整的PCB面積,使用簡單的弓形模具(見圖1)。這里,提出了兩種類型的調(diào)平操作。  1)將翹曲的PCB板夾入弓形模具,放入烤箱烘烤整平方法: 翹曲的PCB板彎曲面對模具的曲面,調(diào)整夾具螺絲使PCB板向反方向變形翹曲,然后將帶有PCB板的模具放入烤箱中加熱到一定溫度進行烘烤,烤一會兒。在加熱條件下,基板應(yīng)力逐漸松弛,變形的PCB板恢復到平整狀態(tài)。但烘烤溫度不宜過高,以免松香變色或基材變黃。但溫度不宜過低,在較低溫度下完全松弛應(yīng)力需要較長時間。 一般可以將基材的玻璃化轉(zhuǎn)變溫度作為烘烤的參考溫度,玻璃化轉(zhuǎn)變溫度是樹脂的相變點,在此溫度下聚合物鏈段可以重新排列,使基材應(yīng)力充分松弛。 因為平整效果很明顯,用弓形模具壓扁的好處是投資很小。烤箱都可以在PCB工廠獲得。調(diào)平操作非常簡單。如果翹板數(shù)量比較多,做幾個弓形模具就夠了。你可以將它們放入烤箱一次。模具少,干燥時間比較短(幾十分鐘左右),所以整平工作效率比較高。 2)將PCB板軟化后夾入弓形模具壓平方法: 對于翹曲變形比較小的PCB板,可以將待整平的PCB板放入已經(jīng)加熱到一定溫度的烘箱中(即溫度設(shè)定可參照基材的玻璃化轉(zhuǎn)變溫度確定,基材在烘箱中烘烤一定時間,觀察軟化情況確定。一般玻璃纖維布基材的烘烤溫度較高,紙基板的烘烤溫度可以低一些;厚板的烘烤溫度可以略高一些,薄板的烘烤溫度可以略低一些。 噴過松香的PCB板,烘烤溫度不宜過高。烘烤一定時間,然后取幾張到十幾張,夾入弓形模具,調(diào)整壓力螺絲,并使PCB板輕微翹曲,反方向變形。板子冷卻定型后,即可卸模,取出壓平的PCB板。 弓模壓平后PCB板翹曲低;即使經(jīng)過波峰焊后也基本可以保持平整狀態(tài);對PCB板外觀顏色的影響也很小。 PCB板翹曲是PCB制造商頭疼的問題。它不僅降低了產(chǎn)量,而且影響了交貨時間。如果采用弧形模具進行熱整平,且整平工藝合理合適,可以將翹曲的PCB板整平,解決交貨期問題。 |

系方式、博維科技官方微信")




