国产国语精品一级毛片,免费在线观看的黄片,黄片视频免费观看的,欧美一区二区三区黄大片
嘉興博維電子科技有限公司官網
※
English
※
※
網站首頁
產品中心
全自動貼片機
全熱風回流焊
錫膏印刷機
全自動波峰焊
SMT接駁設備
SMT輔助設備
產品視頻
用戶案例
SMT生產線方案
SMT生產標準方案
SMT行業解決方案
新聞資訊
公司新聞
行業新聞
技術問題解答
服務支持
品質保障
售后保障
操作視頻
軟件下載
公司資質
公司簡介
公司圖片
榮譽資質
團隊建設
聯系我們
熱門搜索:
四頭飛拍貼片機
、
六頭飛拍貼片機
、
八頭飛拍貼片機
、
左右臂模組飛拍貼片機
、
回流焊機
、
印刷機
、
離線AOI
、
在線AOI
、
波峰焊機
、
錫膏攪拌機
新聞資訊
center
公司新聞
行業新聞
技術問題解答
聯系博維科技
地址:
浙江省嘉興市南湖區文賢路134號
電話:
400-600-0406
傳真:
0573-82816086
主頁:
www.zhaotongty.com
郵箱:
jxbovi@163.com
主營:
全自動貼片機、錫膏印刷機、全自動上下板機、全熱風回流焊、SMT周邊配件等
4
售后服務?->?售后服務
您的位置:
首頁
?->?新聞資訊
表面組裝工藝材料介紹―焊膏
作者:博維科技 時間:2018-08-01 14:14
第五章 表面組裝工藝材料介紹――焊膏
焊膏是由合金粉末和糊狀助焊劑載體均勻混合成的膏狀焊料,是表面組裝再流焊工藝必需的材料。
5.1焊膏的分類、組成
一.焊膏的分類
1.按合金粉末的成分可分為:高溫、低溫,有鉛陽無鉛。
2.按合金粉末的顆粒度叮分為:一般間距用和窄間距用。
3.按焊劑的成分可分為:免清洗、可以不清洗、容劑清洗和水清洗。
4.按松香活性分為:R(非活性)、RMA(中等活性)、RA(全活性)。
5.按粘度可分為:印刷用和滴涂用。
二.焊膏的組成
1.合金粉末
臺金粉末是膏的主要成分,合金粉末的組分、顆粒形狀和尺寸是決定膏特性以及焊點量的關鍵固素。
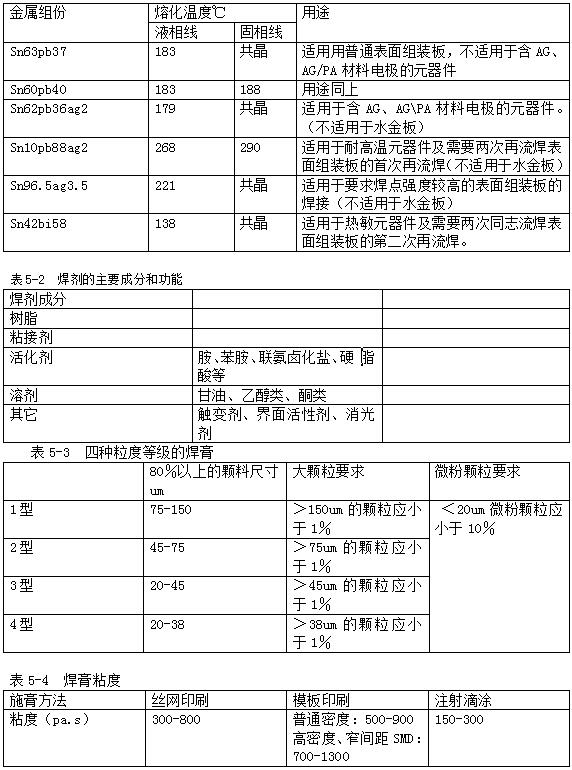
目前最常用焊膏的金屬組分為Sn63Pb37和Sn62Pb36Ag2。
合金焊料粉的成份和配比是決定焊膏的容點的主要因素;合金焊料粉的形狀、顆粒度直接影響焊膏的刷性和黏度:合金焊料粉的表面氧化程度對焊膏的可焊性能影響很大,合金粉未表面氧化物含量應小寸:0.5%,最好控制住80ppm以下;合金焊料粉中的微粉是產生焊料球的因素之一,微粉含址應控制在10%以下。
2、焊劑
焊劑是凈化金屬表面、提高潤濕性、防止焊料氧化和保證焊膏質量以及優良工藝的關鍵材料。
表5-1 常用焊膏的金屬組分、熔化溫度與用途
不同的焊劑成分可配制成免清洗、有機溶劑清洗和水清洗不同用途的焊膏。焊劑的組成對焊膏的潤濕性、塌落度、黏度、可清洗性、焊料球飛濺及儲存壽命等均有較大的影響。
3.合金焊料粉與焊劑含量的配比
合金焊粉與焊劑含量的配比是決定焊膏黏度的主要因素之—。合金焊料粉的含量高,黏度就大:焊劑百分含量高,黏度就小。一般合金焊粉重量百分含量在75-90.5%。免清洗焊膏以及模板印刷用焊膏的合金含量高—些,在90%左右。
三.對焊膏的技術要求
1.焊膏的合金組分盡量達到共晶或近共晶,要求焊點強度較高,并且與PCB鍍層、元器件端頭或引腳可焊性要好。
2.在儲存期內,焊膏的性能應保持不變。
3.焊膏中的金屬粉末與焊劑不分層。
4.室溫下連續印刷時,要求焊膏不易于燥,印刷性(滾動性)好。
5.焊膏粘度要滿足工藝要求,既要保證印刷時具有優良的脫模性,又要保證良好的觸變性(保形性),印刷后焊膏不塌落。
6.合金粉末顆粒度要滿足工藝要求,合金粉末中的微粉少,焊接時起球少。
7.再流焊時潤濕性好,焊料飛濺少,形成最少量的焊料球。
5.2焊膏的選擇依據及管理使用
一.焊膏的選擇依據
1.根據產品本身價值和用途,高可靠性的產品需要高質量的焊膏。
2.根據產品的組裝工藝、印制板和元器件選擇焊膏的合金組分。
(1)常用的焊膏合金組份:Sn63Pb37 和Sn62Pb36Ag2。
(2)鈀金或鈀銀厚膜端頭和引腳可焊性較差的元器件應選樣含銀焊膏。
(3)水金板不要選擇含銀的焊膏。
3.根據產品(印制板)對清潔度的要求以及焊后不同的清洗工藝來選擇焊膏。
(1)采用免清洗工藝時,要選用不含鹵素和強腐蝕性化合物的免清洗焊膏。
(2)采用溶劑清洗工藝時,要選用溶劑清洗型焊膏。
(3)采用水清洗工藝時,要選用水溶性焊膏。
(4)BGA、CSP 一般都需要選用高質量的免清洗型含銀的焊膏。
4.根據PCB和元器件存放時間和表面氧化程度來選擇焊膏的活性。
(1) 一般采KJRMA級。
(2)高可靠性產品、航天和軍工產品可選擇R級。
(3)PCB、元器件存放時間長,表面嚴重氧化,應采用RA級,焊后清洗。
5.根據PCB的組裝密度(有無窄間距)來選擇合金粉末顆粒度,常用焊膏的合金粉未顆粒尺寸分為四種粒度等級,窄間距時—般選擇20—45pm。
6.根據施加焊膏的工藝以及組裝密度選擇焊膏的粘度,高密度印刷要求高粘度,滴涂要求低粘度。
二.焊膏的管理和使用
1.必須儲存在5一10℃的條件下。
2.要求使用前一天從冰箱取出焊膏(至少提前2 小時),待焊膏到室溫后才能打開容器蓋,防止水汽凝結。(采用焊膏攪拌機時,15分鐘即可回到室溫)。
3.使用前用不銹鋼攪拌棒將焊膏攪拌均勻。
4.添加完焊膏后,應蓋好容器蓋。
5.免清洗焊膏不得回收使用,如果印刷間隔超過 l小時,須將焊膏從模板上拭去,同時將焊膏存放到當天使用的容器中。。
6.印刷后盡量在4小時內完成再流焊。
7.免清洗焊膏修板后不能用酒精擦洗。
8.需要清洗的產品,再流焊后應在當大完成清洗。
9.印刷焊膏和貼片膠時,要求拿PCB的邊緣或帶指套,以防污染PCB。
5.3焊膏的發展動態
目前普通焊膏還在繼續沿用。隨著環保要求提出,免清洗焊膏的應用越來越普及。對清潔度要求高必須清洗的產品,—般應采用溶劑清洗型或水清洗型焊膏,必須與清洗工藝相匹配。另外,為了防止鉛對環境和人體的危害,無鉛焊料也迅速地被提到議事日程上,日本已研制出無鉛焊料并應用到實際生產中,美國和歐洲也在加緊研究和應用。
5.4無鉛焊料簡介
一.無鉛焊料的發展動態
鉛及其化合物會給人類生活環境和安合帶來較大危害;電子工業中在大量使用sn/Pb合金焊料是造成污染的產要來源之一。日本首先研制出無鉛焊料并應用到實際生產中,并提出2003年禁止使用。美國和歐洲提出2006年禁止使用。另外,特別強調電子產品的廢品回收問題。我國一些獨資、合資企業的出口產品也有了應用。無鉛焊料已進入實用性階段。我國目前還沒有具體政策,目前普通焊膏還繼續沿用,但發展是非常快的,加入WTO會加速跟上世界步伐。我們應該做好準備,例如收集資料、理論學習等。
二.對無鉛焊料的要求
1.熔點低,合金共晶溫度近似于Sn63/Pb37的共晶溫度183℃,大致在180℃-220℃之間。
2.無毒或毒性很低,所選材料現在和將來都不會污染環境。
3.熱傳導率和導電率要與Sn63/Pb37的共晶焊料相當,具有良好的潤濕性。
4.機械性能良好,焊點要行足夠的機械強度和抗熱老化性能。
5.要與現有的焊接設備和工藝兼容,可在不更換設備不改變現行工藝的條件下進行焊接。
6.焊接后對各焊點檢修容易。
7.成本要低,所選剛的材料能保證充分供應。
三.目前最有可能替代Sn/Pb焊料的合金材料
最有可能替代Sn/Pb焊料的無毒合金是sn基合金,以Sn為主,添加Ag、Zn、Cu、Sb、bi、In等金屬性能,提高可焊性。
目前常和的無鉛焊料主要是以Sn-Ag、Sn-Zn、Sb、Bj為基體,添加適量的其它金屬元素組成三元合金和多元合金。
1.Sn-Ag系焊料
Sn-Ag系焊料具有優良的機械性能、拉仲強度、蠕變特性及耐熱老化比Sn-Pb共晶焊料稍差,但不存在延展性隨時間加長而劣化的問題;Sn-Ag系焊料的主要缺點是熔點偏高,比
Sn-Pb共晶焊料高30-40℃,潤濕性差,成本高。
2.Sn-Zn系焊料
sn-zn系焊料機械性能好,拉伸強度比sp-pb共晶焊料好,可拉制成絲材使用;具有良好的蠕變特性,變形速度慢,至斷裂時間長;缺點是ZN極易氧化,潤濕性和穩定性差,具有腐蝕性。
3.Sn-Bi系焊料
Sn-Bi系焊料是以SN-AG(CU)系合金為基體,添加適量的BI組成的合金焊料;優點是降低了熔點,使其與SN-PB共晶焊料相近;蠕變特性好,并增大了合金的拉伸強度;缺點是延展性變壞,變得硬而脆,加工性差,不能加工成線材使用。
四
.目前應用最廣泛的無鉛焊料
SN3.2Ag-0.5Cu是目前應用最多的無鉛焊料。其熔點為217-218℃。
五、無鉛焊接給帶來問題
1. 元器件
要求元件體耐高溫,而且無鉛化。即元件的焊接端頭和引出線也要采用無鉛鍍層。
2. PCB
要求PCB基材耐更高溫度,焊后不變形,焊盤表面鍍層無鉛化,與組裝焊接用的無鉛焊料兼容,要低成本。
3. 助焊劑
要開發新型的潤濕性更好的助焊劑,要與預熱溫度和焊接溫度相匹配,而且要滿足環保要求。
4. 焊接設備
要適應較高的焊接溫度要求,再流焊爐的預熱區要加長或更換新的加熱元件;波峰焊機的焊料槽、焊料波噴嘴、導軌傳輸爪的材料要耐高溫腐蝕。必要時(例如高密度窄間距時)采用新的抑制焊料氧化技術和采用惰性氣體N
2
保護焊接技術。
5. 工藝
無鉛焊料的印刷、貼片、焊接、清洗以及檢測都是新的課題,都要適應無鉛焊料的要求。
6. 廢料回收
無鉛焊料中回收BI、CU、Ag也是一個新課題。
上一篇:
SMT實用工藝基礎-SMT實用工藝基礎表面組裝元器件
下一篇:
SMT實用工藝基礎-SMT生產線及其主要設備
自主品牌
100%正品,品質護航
金牌服務
為您呈現不一樣的服務
值得信賴
浙江著名品牌值得擁有
權威信譽
榮獲國家頒發多項證書
產品中心
全自動貼片機
全熱風回流焊
錫膏印刷機
全自動波峰焊
SMT接駁設備
SMT輔助設備
產品視頻
用戶案例
SMT生產線方案
SMT生產標準方案
SMT行業解決方案
博維科技
浙江省嘉興市南湖區文賢路134號
鄧經理:15958377685 400-600-0406
博維科技網站地圖:
網站地圖
博維科技網站地圖:
網站地圖
Copyright ? 2017 博維科技 訪問量: [
后臺管理
] [
GMAP
]
浙ICP備18054394號-1
*本站相關網頁素材及相關資源均來源互聯網,如侵權請速告知,我們將在24小時內刪除*
博維科技企業店鋪
技術支持: 13767194371
返回頂部
400-600-0406
微信二維碼
微信公眾號