国产国语精品一级毛片,免费在线观看的黄片,黄片视频免费观看的,欧美一区二区三区黄大片
<input id="qhnfg"><nav id="qhnfg"><dl id="qhnfg"></dl></nav></input>
嘉興博維電子科技有限公司官網
※
English
※
※
網站首頁
產品中心
全自動貼片機
全熱風回流焊
錫膏印刷機
全自動波峰焊
SMT接駁設備
SMT輔助設備
產品視頻
用戶案例
SMT生產線方案
SMT生產標準方案
SMT行業解決方案
新聞資訊
公司新聞
行業新聞
技術問題解答
服務支持
品質保障
售后保障
操作視頻
軟件下載
公司資質
公司簡介
公司圖片
榮譽資質
團隊建設
聯系我們
熱門搜索:
四頭飛拍貼片機
、
六頭飛拍貼片機
、
八頭飛拍貼片機
、
左右臂模組飛拍貼片機
、
回流焊機
、
印刷機
、
離線AOI
、
在線AOI
、
波峰焊機
、
錫膏攪拌機
新聞資訊
center
公司新聞
行業新聞
技術問題解答
聯系博維科技
地址:
浙江省嘉興市南湖區文賢路134號
電話:
400-600-0406
傳真:
0573-82816086
主頁:
www.zhaotongty.com
郵箱:
jxbovi@163.com
主營:
全自動貼片機、錫膏印刷機、全自動上下板機、全熱風回流焊、SMT周邊配件等
4
售后服務?->?售后服務
您的位置:
首頁
?->?新聞資訊
SMT實用工藝基礎-SMT工藝概述
作者:博維科技 時間:2018-07-25 13:30
第二章
SMT工藝概述
2.1 SMT工藝分類
一、按焊接方式,可分為再流焊和波峰焊兩種類型。
1、 再流焊工藝――先將微量的錫鉛(SN/PB)焊膏施加到印制板的焊盤上,再將片式元器件貼放在印刷板表面規定的位置上,最后將貼裝好元器件的印制板放以再流焊設備的傳送帶上,從爐子入口到出口(大約5-6分鐘)完成干燥、預熱、熔化、冷卻全部焊接過程。
2、 波峰焊工藝――先將微量的貼片膠(絕緣粘接膠)施加到印制板的元器件底部或連忙緣位置上,再將片式元器件貼放在印制表面規定的位置上,并進行膠固化。片式元器件被牢固地粘接在印制板的焊接面,然后插裝分立元器件,最后對片式元器件與插裝元器件同時進行波峰焊接。
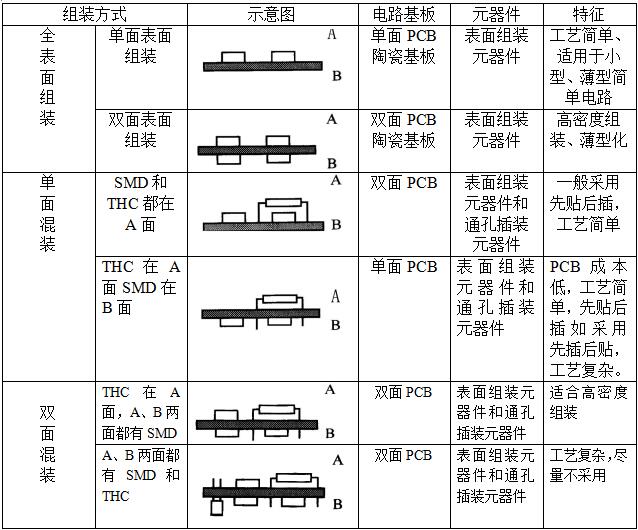
二、按組裝方式,可分為全表組裝、單面混裝、雙面混裝三種方式(見表2-1)。
2.2 施加焊膏工藝
一、 工藝目的――把適量的SN/PB焊膏均勻地施加在PCB焊盤上,以保證片式元器件與PCB相對應的焊盤達到良好的電氣連接。
二、 施加焊膏的要求
1、 要求施加的焊膏量均勻,一致性好。焊膏圖形要清晰,相鄰的圖形之間盡量不要粘連,焊膏圖形與焊盤圖形要一致,盡量不要錯位。
2、 一般情況下,焊盤上單位面積的焊膏量應為0.8mg/mm
2
左右,窄間距元器件應為0.5mg/mm
2
左右。
3、 焊膏應覆蓋每個焊盤的面積,應在75%以上;
4、 焊膏印刷后,應無嚴重塌落,邊緣整齊,錯位不大于0.2mm;對窄間距元器件焊盤,錯位不大于0.1mm。
5、 基板不允許被焊膏污染。
三、 施加焊膏的方法
施加焊膏的方法有三種:滴涂式(即注射式,滴除式又分為手工操作和機器制作)、絲網印刷和金屬模板印刷。
各種方法的適用范圍如下:
1、 手工滴涂法――用于極小批量生產,或新產品的模型樣機和性能樣機的研制階段,以及生產過程中修補、更換元器件等。
2、 絲網印刷――用于元器件焊盤間距較大,組裝密度不高的中小批量生產中。
3、 金屬模板印刷――用于大批量生產以及組裝密度大,有多引線窄間距元器件的產品。
金屬模板印刷的質量比較好,模板使用壽命長,因此一般應優先采用金屬模板印刷工藝。
2.3 施加貼片膠工藝
一、 工藝目的
在片式元件與插裝元器件混裝采用波峰焊工藝時,需要用貼片膠把片式元件暫時固定在PCB的焊盤位置上,防止在傳遞過程或插裝元器件、波峰焊等工序中元件掉落。在雙面再流焊工藝中,為防止已焊好面上大型器件因焊接受熱熔化而掉落,也需要用貼片膠起輔助固定作用。
二、 表面組裝工藝對貼片膠的要求及選擇方法
1、 表面組裝工藝對貼片膠的要求
(1) 具有一定粘度,膠滴之間不拉絲,在元器件與PCB之間有一定的粘接強度,元器件貼裝后在搬運過程中不掉落。
(2) 觸變性好,涂敷后膠滴不變形,不漫流,能保持足夠的高度;
(3) 對印制板和元器件無腐蝕,絕緣電阻高和高頻特性好;
(4) 常溫下使用壽命長(常溫下固化速度慢);
(5) 在固化溫度下固化速度快,固化溫度要求在150℃以下,5分鐘以內完全固化;
(6) 固化后粘接強度高,能經得住波峰焊時260℃的高溫以及熔融的錫流波剪切刀的沖擊;在焊接過程中無釋放氣體現象,波峰焊過程中元件不掉落。
(7) 有顏色,便于目視檢查和自動檢測;
(8) 應無毒、無嗅、不可燃,符合環保要求;
2、 片膠的選擇方法
用于表面組裝的貼片膠主要有兩種類型:環氧樹脂和聚丙烯。
環氧樹脂型貼片膠屬于熱固型,一般固化溫度在140±20℃/5min以內;
聚丙烯型貼片膠屬于光固型,需要先用UV(紫外)燈照一下,打開化學鍵,然后再用150±10℃/1-2min完成完全固化。
(1)目前普通采用熱固型貼片膠,對設備和工藝的要求都比較簡單。由于光固型貼片膠比較充分,粘接牢度高,對于較寬大的元器件應選擇光固型貼片膠。
(2)要考慮固化前性能、固化性能及固化后性能,應滿足表面組裝工藝對貼片膠的要求。
(3)應優先選擇固化溫度較低、固化時間較短的貼片膠。目前較好的貼片膠的固化條件一般在120-130℃/60c-120s.
3、 貼片膠的使用與保管
(1) 必須儲存在5-10℃的條件下,并在有效期(一般3-6個月)內使用;
(2) 要求使用前一天從冰箱中取出貼片膠,待貼片膠達到室溫后才能打開容器蓋,防止水汽凝結;
(3) 使用前用不銹鋼攪拌棒將貼片膠攪拌均勻,待貼片膠完全無氣泡狀態下裝入注射器,添加完貼片膠后,應蓋好容器蓋;
(4) 點膠或印刷操作工藝應在恒溫條件下(23±3℃)進行,因為貼片膠的粘度隨溫度而變化,以防影響涂敷質量。
(5) 采用印刷工藝時,不能使用回收的貼片膠;
(6) 為預防貼片膠硬化和變質,攪拌后貼片膠應在24小時內使用完。剩余的貼片膠要單獨存放,不能與新貼片膠混裝一起;
(7) 點膠或印刷后,應在24小時內完成固化;
(8) 操作者盡量避免貼片膠與皮膚接觸,若不慎接觸,應及時用乙醇擦洗干凈。
4、 施加貼片膠的技術要求
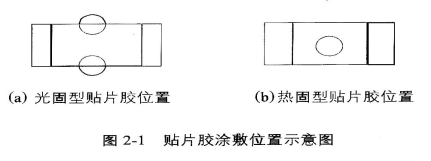
(1) 采用光固型貼片膠,元器件下面的貼片膠致少有一半的量處于被照射狀態;采用熱固型貼片膠,貼片膠可完全被元器件覆蓋,見圖2-1;
(2) 小元件可涂一個膠滴,大尺寸元器件可涂敷多個膠滴;
(3) 膠滴的尺寸與高度取決于元器件的類型,膠滴的高度應達到元器件貼裝后膠滴能充分接觸到元器件底部的高度。膠滴量(尺寸大小或膠滴數量)應根據元器件的尺寸和重量而定;尺寸和重量大的元器件膠滴量應大一些,但也不宜過大,以保證足夠的粘接強度為準。
(4) 為了保護可焊接以及焊點的完整性,要求貼片膠在貼裝前和貼裝后都不能污染元器件端頭和PCB焊盤
三.施加貼片膠的方法和各種方法的適用范圍
施加貼片膠主要有三種方法:分配器滴涂、針式轉印和印刷。
5、 分配器滴涂貼片膠
分配器滴涂可分為手動和全自動兩種方式。手動滴涂用于試驗或小批量生產中;全自動滴涂用于大批量生產中。全自動滴涂需要專門的全自動點膠設備,也有些全自動貼片機上配有點膠頭,具備點膠和貼片兩種功能。
手動滴涂方法與焊膏滴涂相同,只是要選擇更細的針嘴,壓力與時間參數的控制有所不同。
6、 針式轉印貼片膠
針式轉印機是采用針矩陣組件,先在貼片膠供料盤上蘸取適量的貼片膠,然后轉移動PCB的點膠位置上同時進行多點涂敷。此方法效率較高,用于單一品種大批量生產中。
7、 印刷貼片膠
印刷貼片膠的生產效率較高,用于大批量生產中,有絲網和模板兩種印刷方法。印刷貼片膠的方法與焊膏印刷工藝相同,只是絲網和模板的設計要求,印刷參數的設置有所不同。
2.4貼裝元器件
一、定義
用貼裝機或人工將片式元器件準確地貼放在印好焊膏或貼片膠的PCB表面上。
二、貼裝元器件的工藝要求
1、 各裝配位號元器件的型號、標稱值和極性等特征標記要符合裝配圖和明細表要求。
2、 貼裝好的元器件要完好無損。
3、 元器件焊端或引腳不小于1/2的厚度要浸入焊膏。
元器件的端頭或引腳均應與焊盤圖形對齊、居中。由于再流焊時有自定位效應,因此元器件貼裝位置允許有一定的偏差。
2.5 再流焊
一、定義
再流焊是通過重新熔化預先分配到印制板焊盤上的膏狀軟纖焊料,實現表面組裝元器件焊端或引腳與印制板焊盤之間機械與電氣連接的軟釬焊。
二、再流焊原理
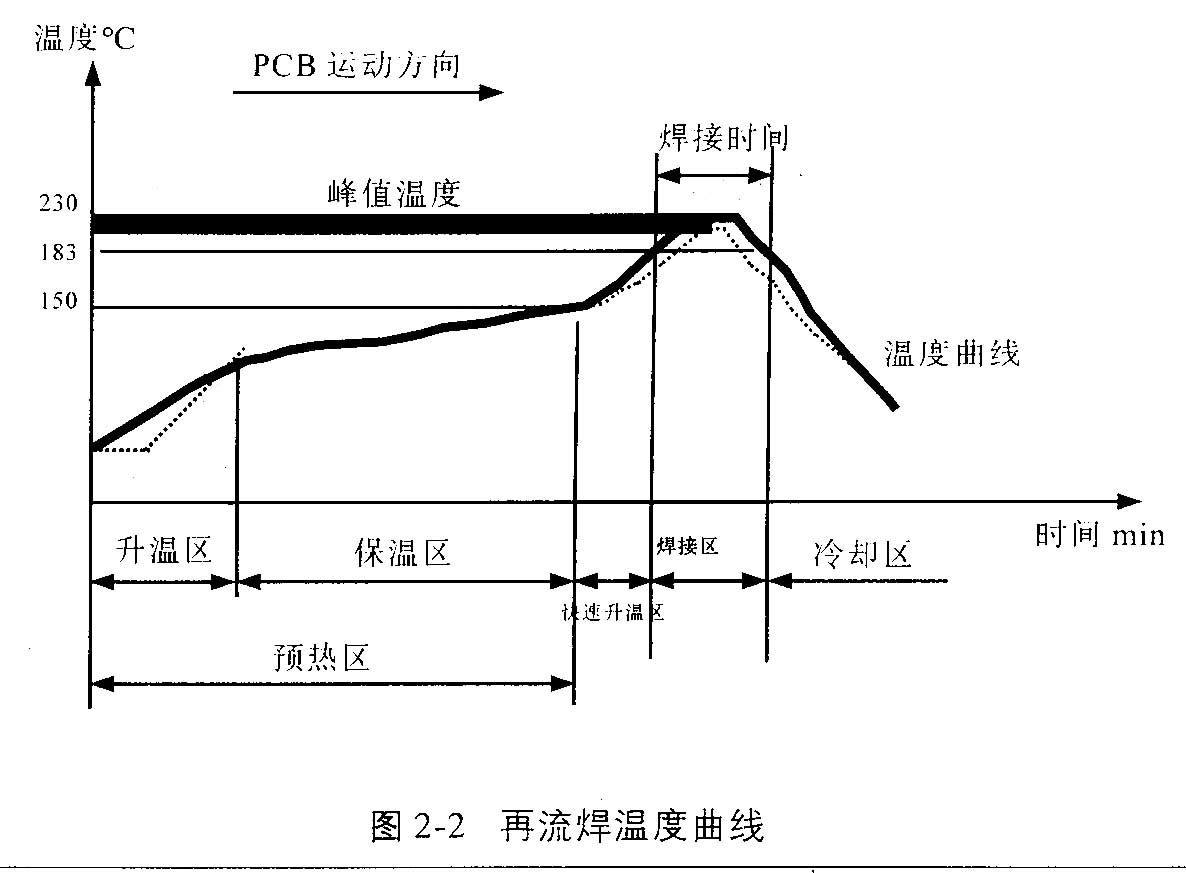
從溫度曲線(見圖2-2)分析再流焊的原理:當PCB進入升溫區(干燥區)時,焊膏中的溶劑、氣體蒸發掉,同時,焊膏中的助焊劑潤濕焊盤、元器件端頭和引腳,焊膏軟化、塌落、覆蓋了焊盤、元器件端頭和引腳與氧氣隔離→PCB進入保溫區時,PCB和元器件得到充分的預熱,以防PCB突然進入焊接高溫區而損壞PCB和元器件→當PCB進入焊接區時,溫度迅速上升使焊膏達到熔化狀態,液態焊錫對PCB的焊盤、元器件端頭和引腳潤濕、擴散、漫流或回流混合形成焊錫接點→PCB進入冷卻區,使焊點凝固。此時完成了再流焊。
一、 再流焊特點
與波峰焊技術相比,再流焊有以下特點:
1、 不像波峰焊尋樣,要把元器件直接浸漬在熔融的焊料中, 所以元器件受到的熱沖小。
2、 能控制焊料的施加量,避免了虛焊 、橋接等焊接缺陷,因此焊接質量好,可靠性高。
3、 有自定位效應(self alignment)――當元器件貼放位置有一定偏離時,由于熔焊料表面張力的作用,當基全部焊端或引腳與相應焊盤同時被潤潤時,能在表面張力的作用下自動被拉回到近似目標位置的現象。
4、 焊接中一般不會混入不純物,使用焊膏時,能正確地保證焊料的組分。
5、 可以采用局部加熱熱源,從而可在同一基板上采用不同焊接工藝進行焊接。
6、 工藝簡單,修板的工作極小。
二、 再流焊的分類
1、 按再流焊加熱區域可分為兩大類:一類是對PCB整體加熱,另一類是對PCB局部加熱。
2、 對PCB整體加熱再流焊可分為:熱板、紅外、熱風、熱風加紅外、氣相再流焊。
3、 對PCB局部加熱再流焊可分為:激光再流焊、聚焦紅外再流焊、光束再流焊、熱氣流再流焊。
三、 再流焊的工藝要求
1、 要設置合理的再流焊溫度曲線――再流焊是SMT生產中的關鍵工序,不恰當的溫度曲線設置會導致出現焊接不完全、虛焊、元件翅立、錫珠多等焊接缺陷,影響產品質量。
2、 要按照PCB設計時的焊接方向進行焊接。
3、 焊接過程中,嚴防傳送帶震動。
4、 必須對首塊印制板的焊接效果進行檢查。檢查焊接是否完全、有無焊膏融化不充分的痕跡、焊點表面是否光滑、焊點開頭否呈半狀、焊料球和殘留物的情況、連焊和虛焊的情況等;此外,還要檢查PCB表面顏色變化情況。要根據檢查結果適當調整溫度曲線。在批量生產過程中要定時檢查焊接質量的情況,及時對溫度曲線進行調整。
上一篇:
SMT實用工藝基礎-SMT概述
下一篇:
SMT實用工藝基礎-波峰焊接工藝
自主品牌
100%正品,品質護航
金牌服務
為您呈現不一樣的服務
值得信賴
浙江著名品牌值得擁有
權威信譽
榮獲國家頒發多項證書
產品中心
全自動貼片機
全熱風回流焊
錫膏印刷機
全自動波峰焊
SMT接駁設備
SMT輔助設備
產品視頻
用戶案例
SMT生產線方案
SMT生產標準方案
SMT行業解決方案
博維科技
浙江省嘉興市南湖區文賢路134號
鄧經理:15958377685 400-600-0406
博維科技網站地圖:
網站地圖
博維科技網站地圖:
網站地圖
Copyright ? 2017 博維科技 訪問量: [
后臺管理
] [
GMAP
]
浙ICP備18054394號-1
*本站相關網頁素材及相關資源均來源互聯網,如侵權請速告知,我們將在24小時內刪除*
博維科技企業店鋪
技術支持: 13767194371
返回頂部
400-600-0406
微信二維碼
微信公眾號