
|
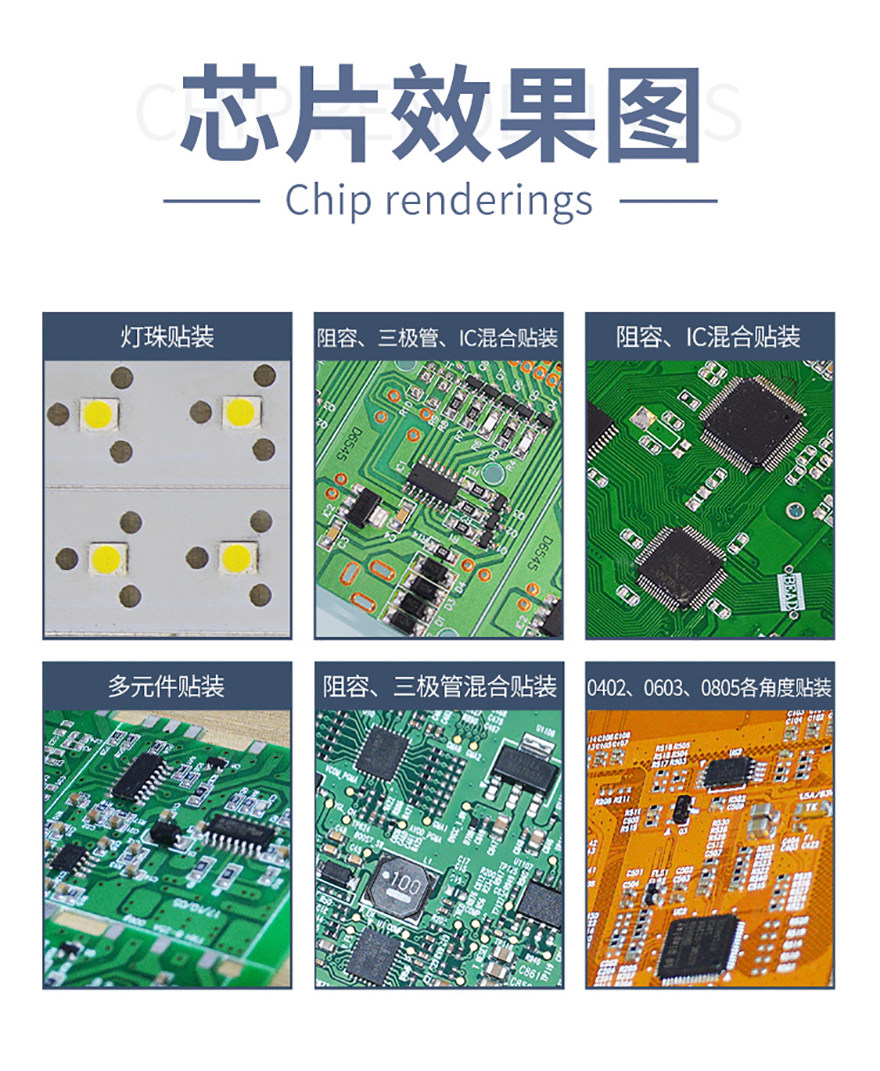
在過去的20年中,從1206到0201, 無源組件的體積已大大減小。例如,10個0201排列在一起的面積約為0402的1.3倍。電子產(chǎn)品市場的需求發(fā)展趨勢為日趨小型化。因此,組件也能夠被更密集地排列在--起以縮小板的尺寸。更小、更輕和更快的產(chǎn)品促使0201器件在被越來越廣泛地采用。由此對SMT貼片機的要求越來越高。
博維科技在國產(chǎn)SMT行業(yè)已發(fā)展十年有余,從最初單一功能機型不斷完善結(jié)構(gòu)升級功能應(yīng)用到服務(wù)客戶上萬家,得到業(yè)內(nèi)客戶良好口碑,本著注重科技發(fā)展,服務(wù)無止境的理念,已在國產(chǎn)貼片機行業(yè)奠定了堅實基礎(chǔ)。自主生產(chǎn)研發(fā)的貼片機在貼片精度、速度、都得到了快速發(fā)展。
 |
  淺談從錫膏的選擇、印刷工藝的控制、印刷鋼網(wǎng)、貼片工藝控制和PCB的設(shè)計、以及回流焊接工藝探討對0201、的裝配質(zhì)量控制。 淺談從錫膏的選擇、印刷工藝的控制、印刷鋼網(wǎng)、貼片工藝控制和PCB的設(shè)計、以及回流焊接工藝探討對0201、的裝配質(zhì)量控制。如送料器的精度,元件包裝的誤差和元件本身的誤差,吸嘴的材料設(shè)計等等,都是在裝配之前需要綜合考慮的。 1. 貼片機的定位系統(tǒng) 對于細(xì)小元件的貼裝,要求驅(qū)動定位系統(tǒng)在所有驅(qū)動軸上都采用閉合環(huán)路控制,以保證取料和貼裝的位置精度。 2.取料過程的控制 成功貼片的第一步是準(zhǔn)確的取料。影響正確取料的因素有元器件之間的差異顏色差異與大小尺寸,包裝的誤差,送料器的精度,貼片機驅(qū)動定位,系統(tǒng)的誤差,貼片頭z軸方向的壓力控制,吸嘴材料和設(shè)計,以及在取料過程中對靜電的控制。細(xì)小元件要求精度更高的馬達驅(qū)動的電子送料器,并要求其有良好的抗靜電效果。在貼裝較大器件如0603/0805等,送料器安裝在貼片機與貼片機器之間會存在間隙和位置誤差,這種誤差很小,完全可以被忽略但對于細(xì)小的0201而言,其影響會很大。圖中藍色部分為吸取位置--旦超過該位置吸嘴將和旁邊元件產(chǎn)生干涉。導(dǎo)致元件吹飛或者側(cè)立等缺陷。0201元件的吸取精度尤其重要。 為了提高吸取的精度,博維有專門的喂料器吸嘴501,并有自動校正取料位置的功能。機器在吸取時對吸取位置進行校準(zhǔn).在貼片前對于規(guī)則元件還可以自動優(yōu)化到元件中心 3.吸嘴的設(shè)計和保養(yǎng) 貼裝0201元件需要防止靜電損壞元件及在取料過程中帶走其它元件,細(xì)嘴的材料需要抗靜電,所以要選用ESD材料例如陶瓷,橡膠的吸嘴不適合貼裝0201的物料。為了降低吸料過程中元件側(cè)立,保證足夠的真空和元件被吸起之后的平衡,在吸嘴頭部需要設(shè)計2個或3個孔。吸嘴頭部要足夠的細(xì)對0201的吸嘴而言,最小的孔徑會達0.127mm,對吸嘴的清潔保養(yǎng)的要求比其它類型的吸嘴要高,需要利用專門的清潔溶劑和超聲波來清潔。 0201很薄,吸嘴與錫膏接觸的機會增加。需要及時清洗吸嘴,保養(yǎng)吸嘴的頻率將成為控制0201貼片質(zhì)量的保證之一。 4元件的影像 元件的影像對0201與01005的影響貼片前的影像對貼片精度影響很大。每個元件貼片前都需要影像去確定元件的中心.確定元件中心有兩種方式,一種是采用數(shù)碼像機,另-一種是采用鐳射(激光)。兩種方法各有優(yōu)缺點。采用數(shù)碼像機可以檢查出元件電氣端的缺陷。但是它不能感測元件的厚度變化。對于z軸有壓力感應(yīng)及取料/貼片補償功能的機器,不會產(chǎn)生嚴(yán)重的問題。采用鐳射成像的方法可以檢測元件的厚度,但對于元件電氣端出現(xiàn)的缺陷則檢查不出來。 在實際貼裝過程中,元器件兩端電氣端與錫膏重疊的區(qū)域的差異,會影響焊接完成后的裝配良率。0201需要使用前光,或仰視照相,找到兩個電氣端之間的中心,以提高貼裝精度。一般的元件如0603或0805等元件,使用背光,找到整個外形輪廓的中心就好。細(xì)小元件兩電氣端與錫膏重疊區(qū)域的大小和差異。會對裝配良率產(chǎn)生很大的影響(立碑缺陷)不同的元器件制造廠生產(chǎn)的同樣的0201電阻元件會存在很大的差異或同一廠家不同批次的0201在制造過程電氣端可能存在差異,所以采用數(shù)碼像機成像具有一定優(yōu)勢,照相機應(yīng)該在相當(dāng)于PCB厚度的位置對元件對焦成像,以提高影像的準(zhǔn)確性,保證貼片精度。 5.0201的貼片過程控制 在貼片過程中的關(guān)鍵控制因素有基板平整的支撐,真空關(guān)閉轉(zhuǎn)為吹氣的控制,貼片壓力的控制,貼片的精度和穩(wěn)定性。 |
|
貼片壓力是另外需要控制的關(guān)鍵因素。貼片壓力控制不當(dāng),會導(dǎo)致元件損壞,錫膏壓塌,元件下出現(xiàn)錫珠,還有可能導(dǎo)致元件位置偏移。貼裝0201元件合適的壓力范圍為150g-300g。對于基板變形的情況,貼片軸必須能夠感應(yīng)少到25.4um的變形對應(yīng)壓力的變化,以補償基板變形。過大的壓力會導(dǎo)致在下壓過程中元件上出現(xiàn)一個水平力,而使元件產(chǎn)生滑動偏移;過大的壓力會將元件底部的錫膏擠開,形成錫珠,或?qū)е孪噜徳搪罚N片精度對0201元件裝配的影響。65um@3Sigma 的精度可以很好的處理0201元件的貼裝。當(dāng)然還必須保證錫膏的印刷精度,單一的偏差有時不會有很大的影響。但是貼片偏差和錫膏印刷偏差的綜合影響必須加以控制。譬如,貼片偏差+50 um,而印刷偏差為-50um,整個偏差達0.1mm,對0201這類細(xì)小元件此偏差已非常大。 三) 、0201元件的流焊控制網(wǎng)印與貼片后質(zhì)量驗證都是在流焊后表現(xiàn)出來.雖然質(zhì)量主要來源網(wǎng)印與貼片,但是流焊工藝對質(zhì)量的影響不能忽視.預(yù)熱時間不能太長,過長錫膏的活性劑失去作用,上升斜率不能太大,有鉛錫膏的溫度上升斜率為3.9度,無鉛為2.8左右,否則會造成熱坍塌回流斜率不能太大,太大造成0401和0201立碑增加.流焊曲線的設(shè)定爐溫曲線采用斜升式曲線比均溫曲線立碑的比率小(實驗已經(jīng)證明);斜升式曲線已經(jīng)廣泛用于SMT行業(yè)的流焊工藝,采用氮氣保護,氧含量控制在1000PMM左右,但氧氣濃度越低越容易立碑,對于0201尤其需要對立碑和錫珠的控制。 |

系方式、博維科技官方微信")




